



OVK01 デニムベッドその4 [OVK01]
デニムベッドですが、またまた問題が発生しました。
がっつり樹脂が定着するのは良いことなのですが、印刷が終わって金属ヘラを使ってラフトを生地からはがすときに、応力が集中してベッドと生地の接着面がはがれてしまいました。(生地と接着材がはがれたのではなく、接着剤とベッドの接着面が剥離しました。)
念のため、生地をベッドからはがして裏面を確認してみましたが、接着剤は生地にしっかりついています。

対応策としてはへらを差し込んだときに生地が変形して応力が集中しないようにより薄い生地を使用する。接着強度を上げるために、ヒートベッド側の接着面を荒らす。などが考えられます。
おまけ
0.2mmノズルでのABS印刷はなかなか難しいです。Kisslicerのパラメータ詰めるのがいろいろと辛い´・ω・`
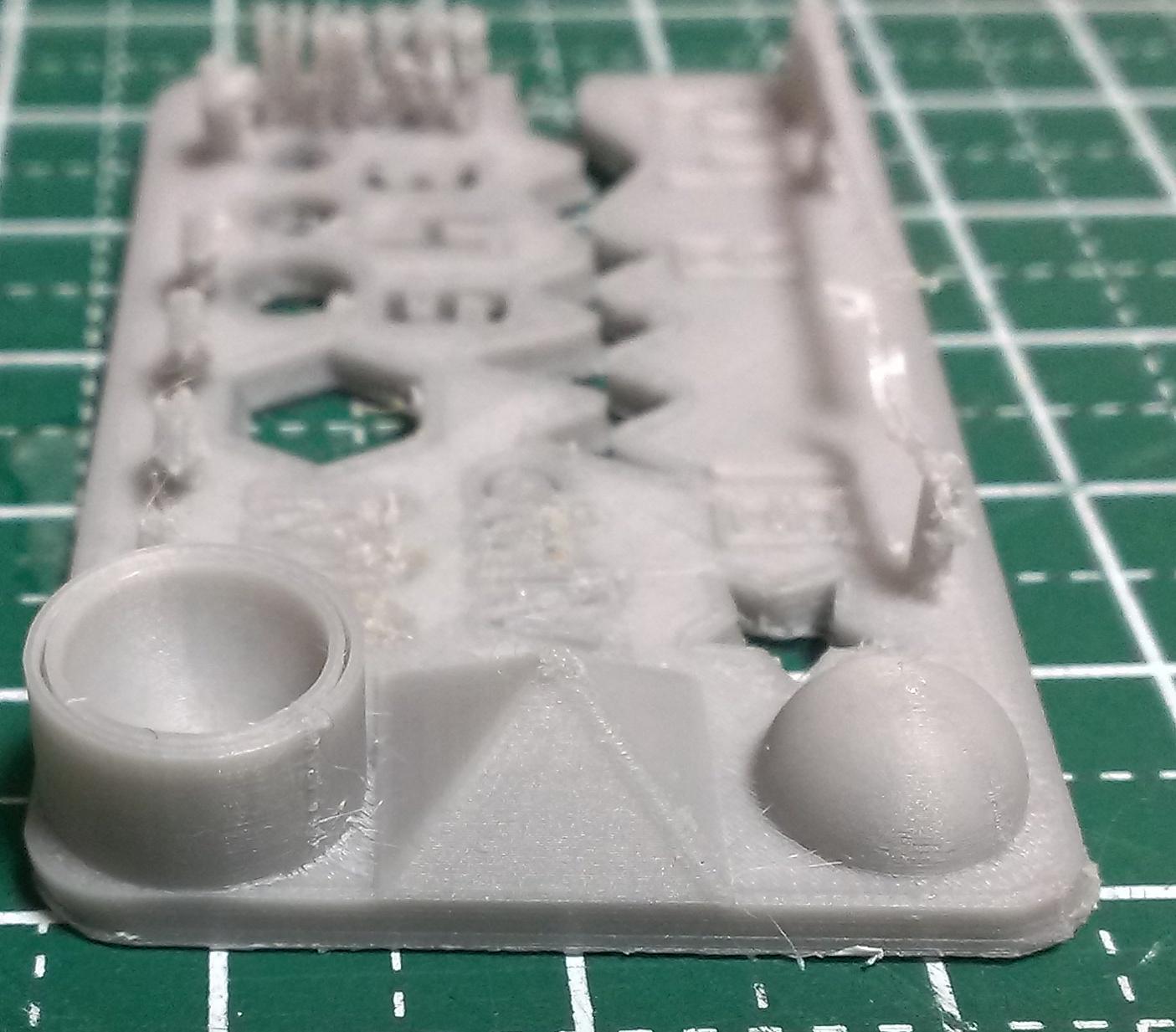
今のところベストな印刷はこんな感じ(樹脂はVertbatimABSです。出しっぱなしお掃除なしです。)
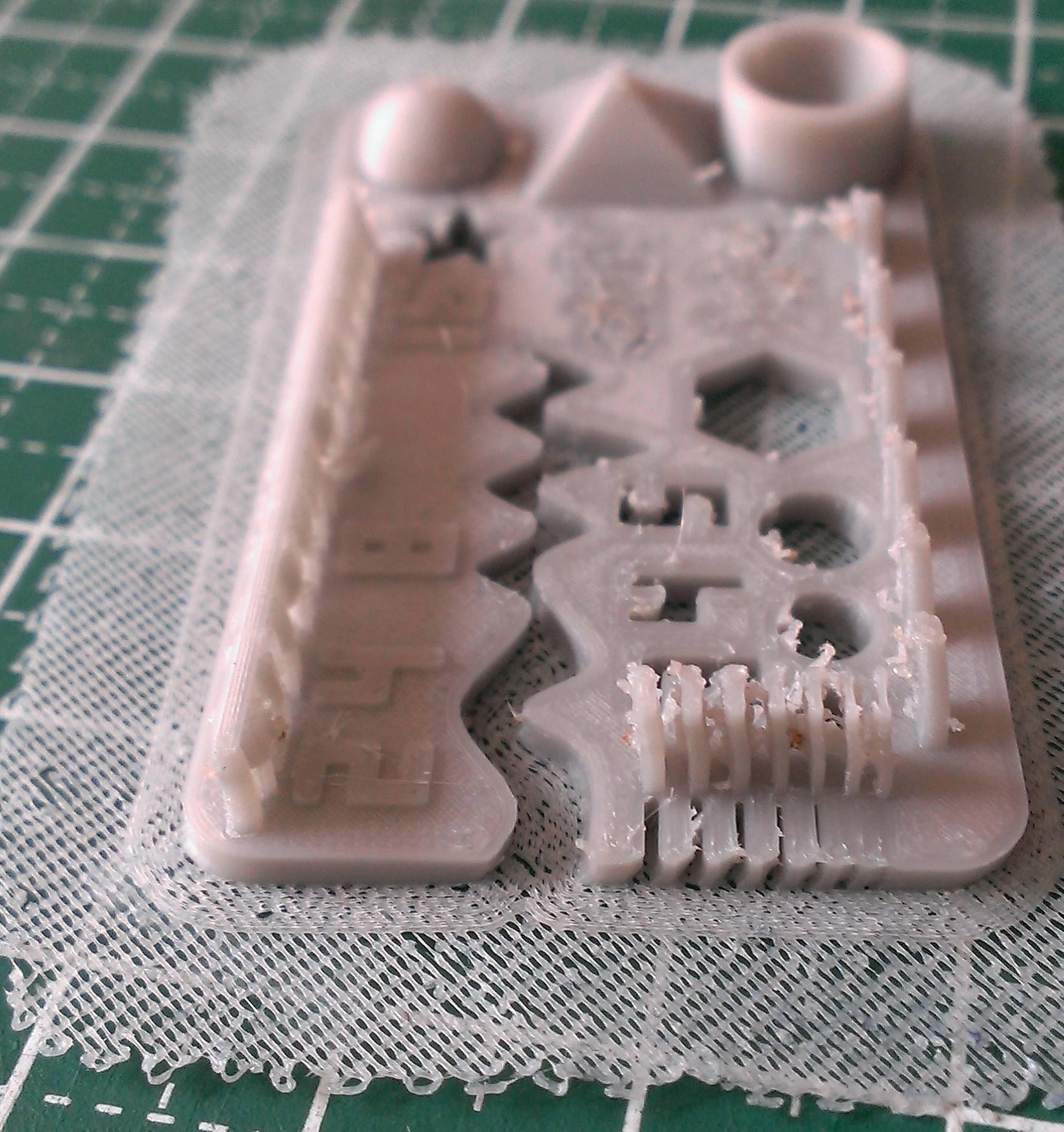
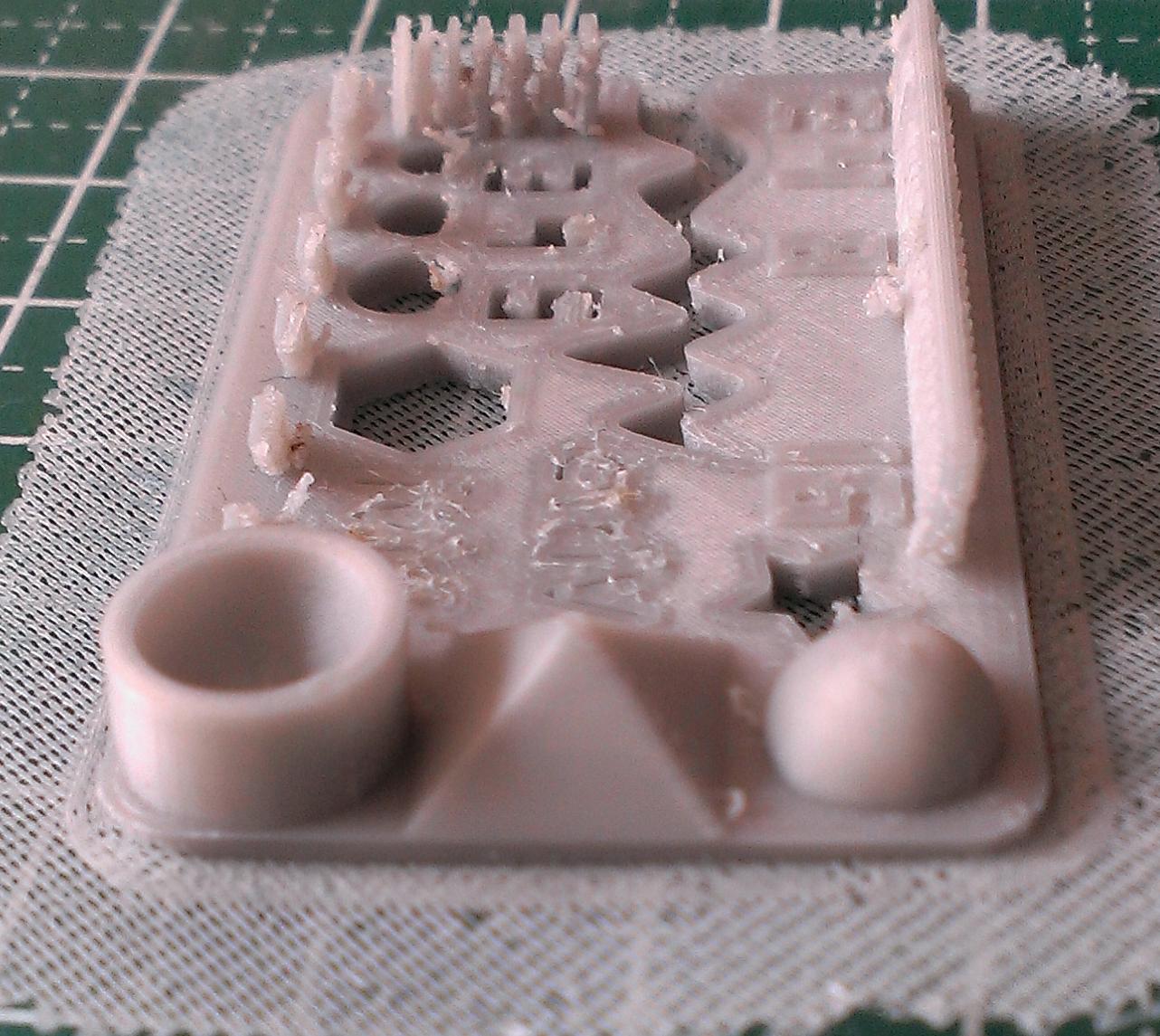
細スリット印刷ではノズルの往復で樹脂が引きずられて垂直面がゆがんだり、下層ではしっかり抜き文字が出ているのに上層へ行くと潰れたり、、、
んーなんかφ0.4mmノズルの時の方がきれいに出ているような、、、
じゃあ、冷却を強くしてダレないようにしようとすると、ワークが反ったり、、、
上の写真では右上側が反っています。ワークが反る→樹脂がノズルから射出できない→Zリフト中に射出圧が放出されて糸引き→解放しきれない圧力はループ箇所で過射出→輪郭が、、、のコンボ。途中で印刷止めました。
個人での追い込みは試行回数が限られるので、なかなか面倒なところです。
微細印刷におけるスライサ設定のノウハウは集合知で何とかならないかと他力本願な今日この頃です。
それはさておきもう一度ブログのコメント欄で頂いたアドバイスとか確認してみ~よおっと。
~2017年3月23日追記
天面の抜き文字潰れは底面が不安定だったから&脱調が原因でした。
デニムベッドは底面が安定しないのとワークが繊維の上で小刻みに動いてワークとノズルの相対位置がズレるため、微細造形ではお勧めはできないことが判明しました。
脱調が起こっている個所は塗りつぶしでない通常のinfillのレイヤーなので、次回はinfillの印刷速度を落としてみます。
ちなみにkisslicerはLoop数を減らしていき、壁厚みが0.5mm以下になると、infillとloopの間に塗りつぶしパスを描いて壁厚みを確保しようとします。超小刻みにジグザクに動くのでloopで描くより印刷時間がかかります。素直にLoop数を増やした方が良いです。
Extrusion Width 0.2mm で Num Loops 2 の場合以下の青線の小刻みジグザグパスが全周に発生します。Num Loop を 3 に設定すると消えます。
~2017年3月23日修正
Loopの周囲のジグザグパスはSkin thickness が Extrusion Width x Numl oops を下回ると発生するとの情報をいただきました。ここに修正いたします。
ということは Kisslicer は 側面は薄くしたいけど天面の厚みを増やすという設定はできないということなのか、、、、、、
Skin thickness は天板、底板の厚みだと思っていましたが、側板の厚みも兼ねているようです。Loop数の設定とは独立して欲しいところですね。
修正終わり~

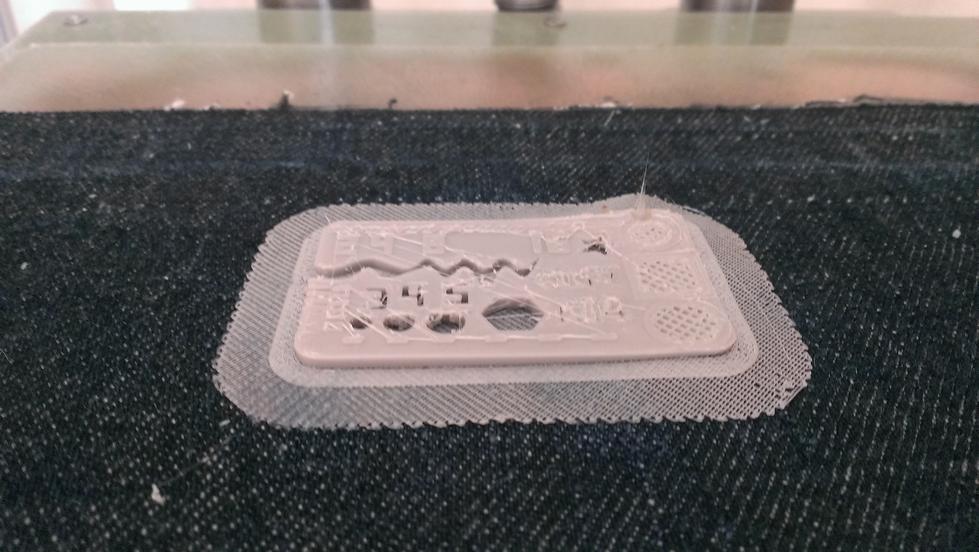
デニムベッドとラフトやめてPCシートにブリムだけで直接印刷しました。がっつりくっ付いたので反りもほとんどありません。
もう少しパラメータ煮詰めて糸引き押さえれば奇麗になるかなー
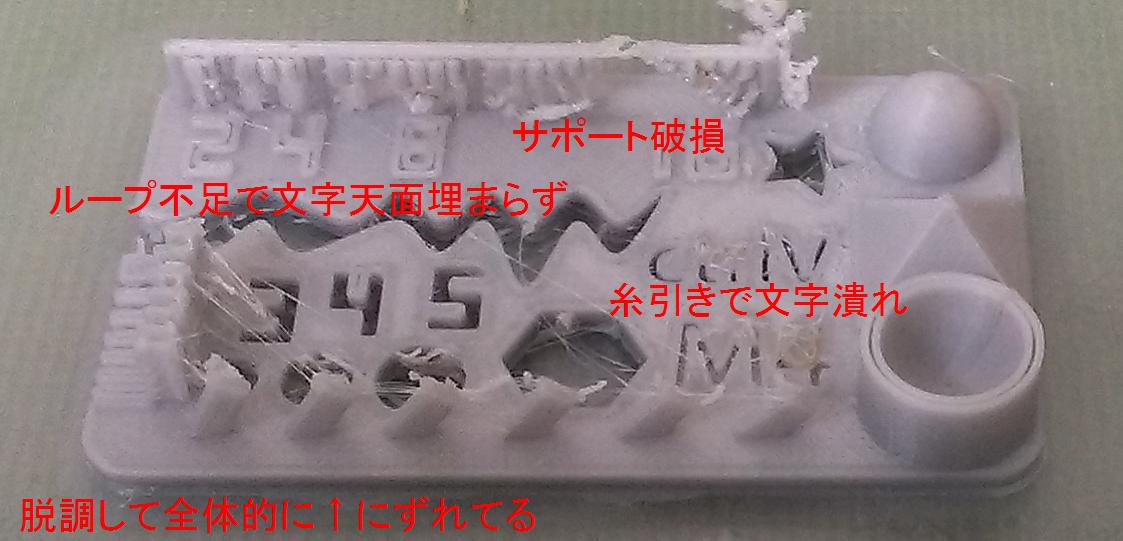
サポートとったりこぎれいにしてたらいろいろ破損w

各ドームは奇麗。あ、積層は0.05mmっす。
スリットも脱調して右にずれてるのを除けばちゃんとでた。(ループ減らしたら天面が一部埋まってないw)
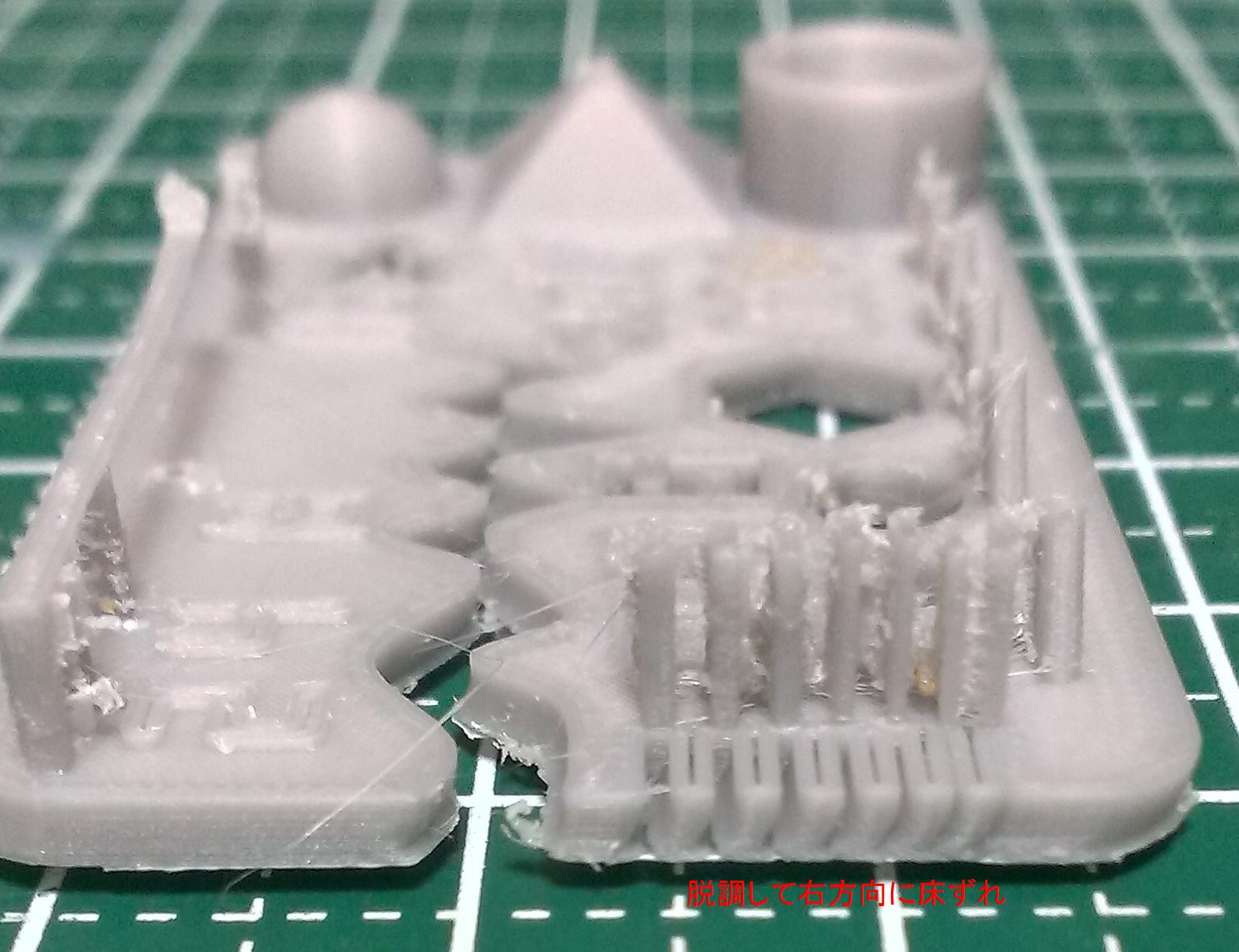
現状こんな感じです。
やっぱり底面の安定は大事。
追記おわり~