



OVK01 糸引き対策でZ-lift量を調整 [OVK01]
ctrlVテストversion2 印刷における糸引き対策の結果を報告します。
弄ったパラメータですが、ズバリZ-liftです。
0.4mm→0.04mmに変更しました。
また、Destringの移動量を2.0mm→2.5mmにやや増やして加速度を行き帰り同じ値(40mm/s) に設定しています。
現象として何が起こっていたか説明すると、OVK01ではリトラクトでノズル先端付近の液化したフィラメントが完全に引き戻せていなかったため、Z-liftした分だけフィラメントがワークにくっついてちょうどスポンジケーキに生クリームのデコレーションをするように山型に残っていました。
MeltZoneがほとんどないというか、フィラメントを交換の為に引っこ抜いたらノズルの中の形でそのまま出てくるような状況なのでリトラクトによる液状フィラメントの引き戻しがほとんど効かないのです。山型にくっついたフィラメントは見た目にはわずかですが、空冷で急激に冷やされ適度に硬くなった状態で水あめのようにノズルにくっつくので糸引きが起きてしまいます。
この対策をするために、Z-liftの値を少なくしました。Z軸方向にちょっとだけ浮かしてすぐに水平方向にTravelさせ、すぱっと切ります。値を0にしなかったのは、引きずった際に生じる抵抗や、印刷ミスで盛り上がった箇所をノズルが通った際に脱調するのを防ぐためです。
Z-liftによりできた山と次の層を印刷する際にノズルの先端がぶつからないようにするためでもあります。Z-lift量は積層厚(0.05mm)未満に設定しています。
ちなみにZ-liftをやや少なめの0.02mmに設定すると、ノズル先端にわずかに付着した樹脂が、ワークからすこし離れた個所で樹氷のように細長く斜め上に向かって糸を引く(これってなんていうんでしょうね?)ので積層厚未満で印刷中の層からできるだけ離す設定をするのが味噌です。
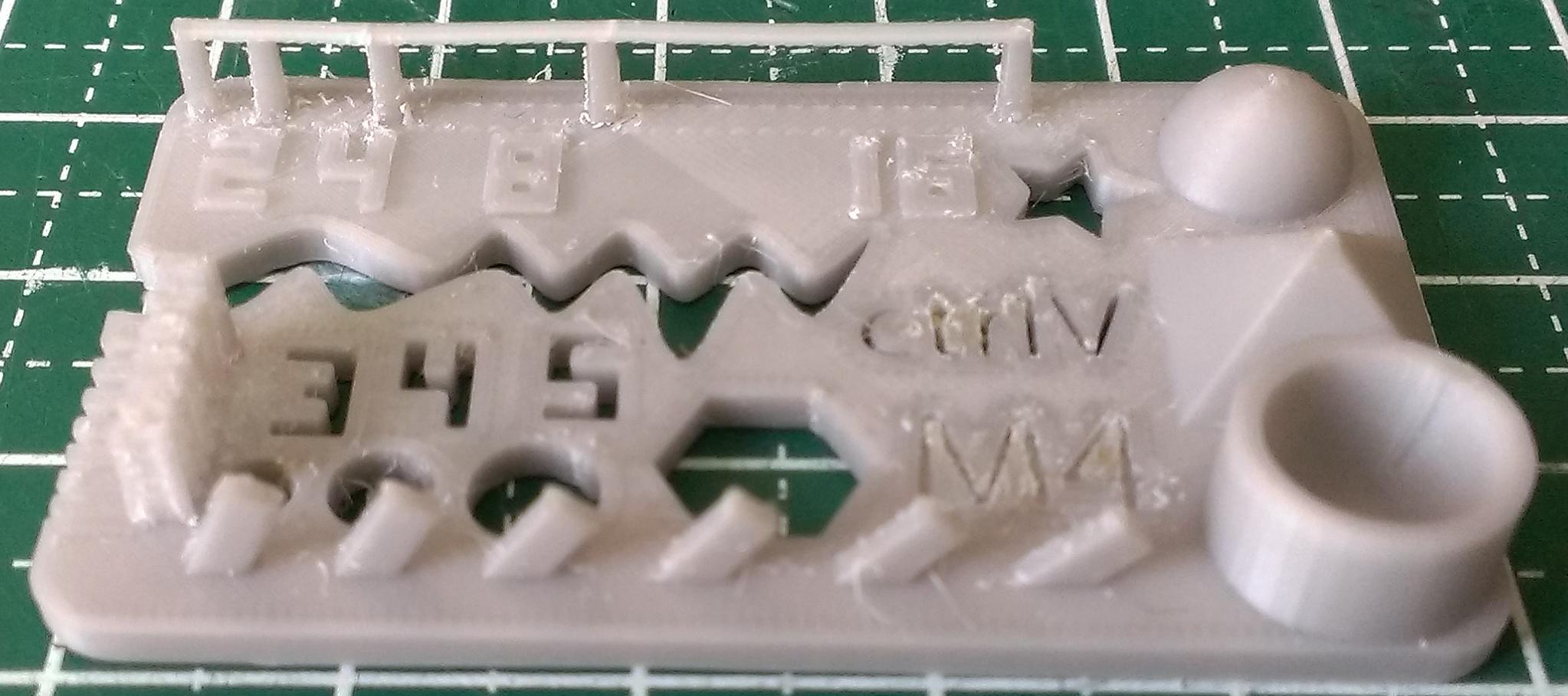
印刷結果は以下の通りです。(今回はよりディテールを伝えるため、スマホでなくコンデジ撮影です)

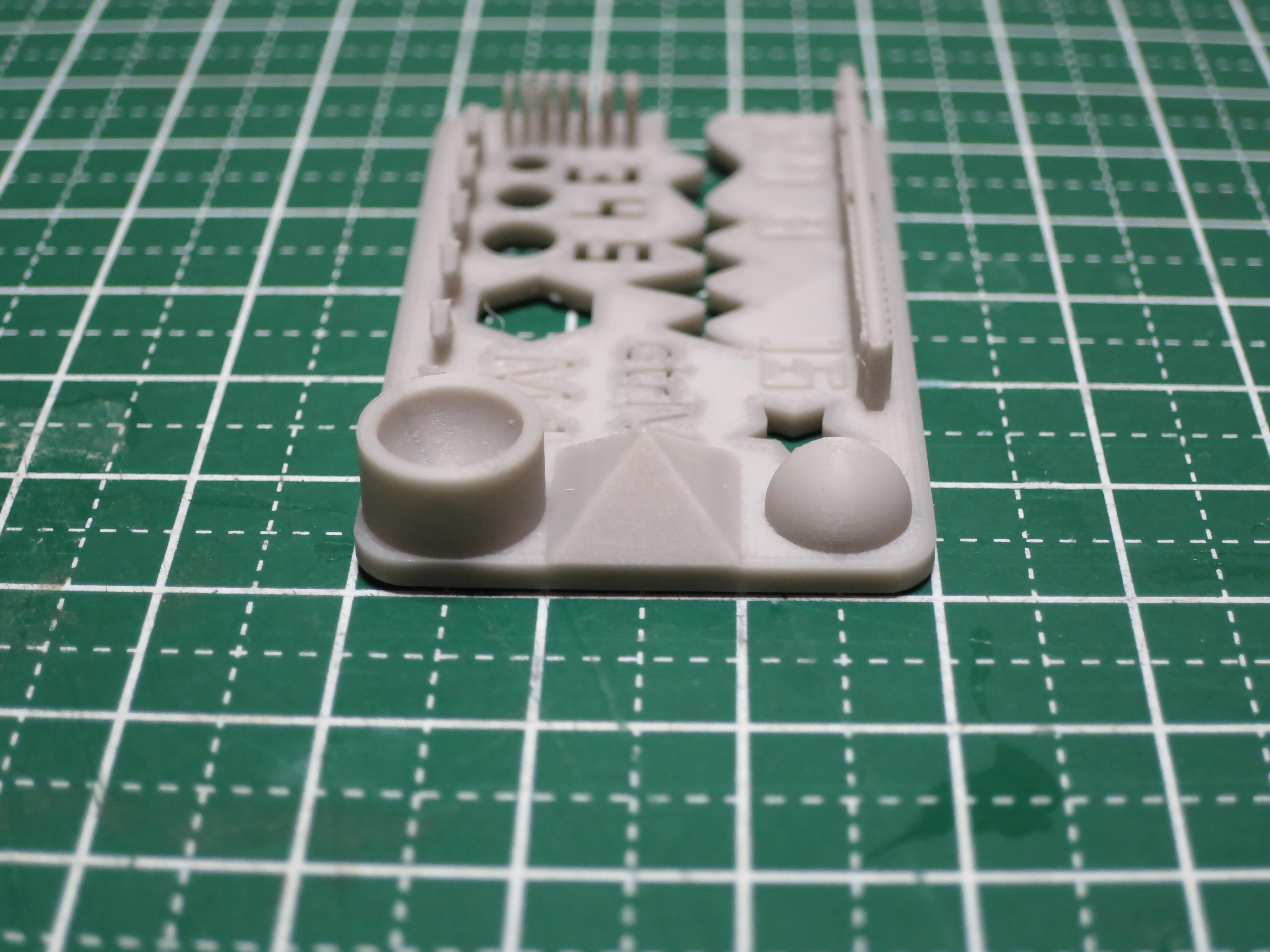
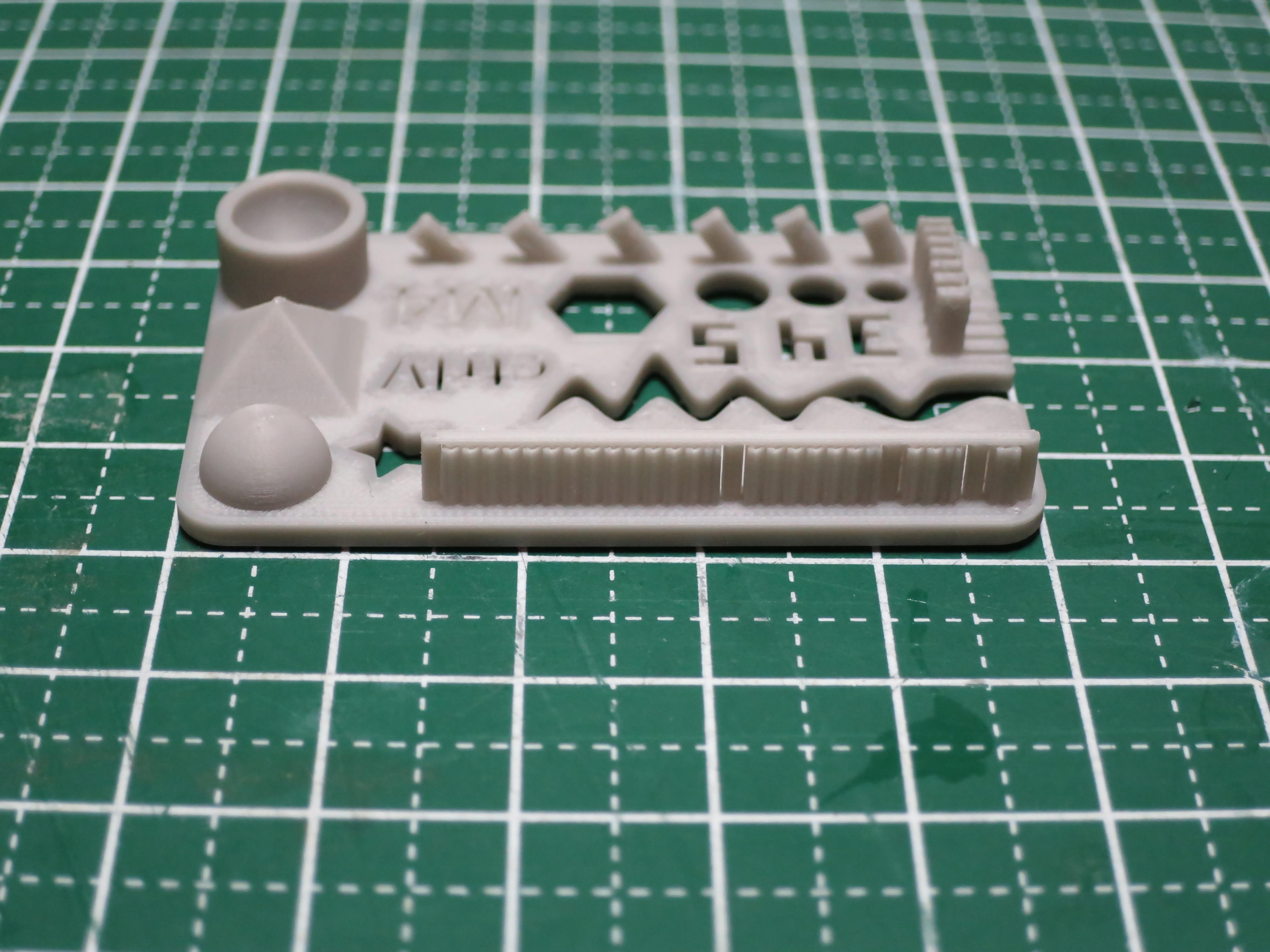
サポートお掃除後(今回は糸引きがないので掃除が楽~)
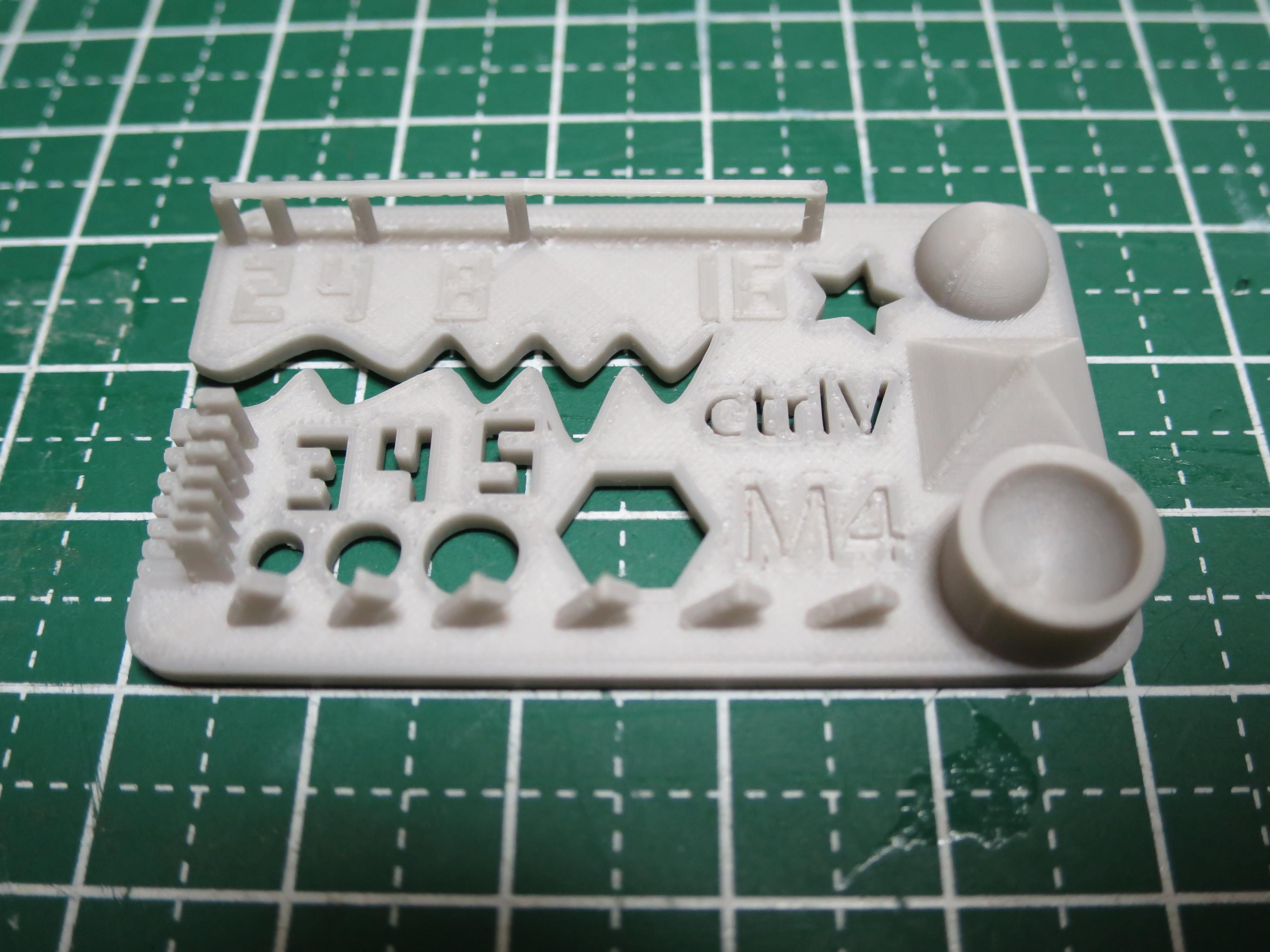
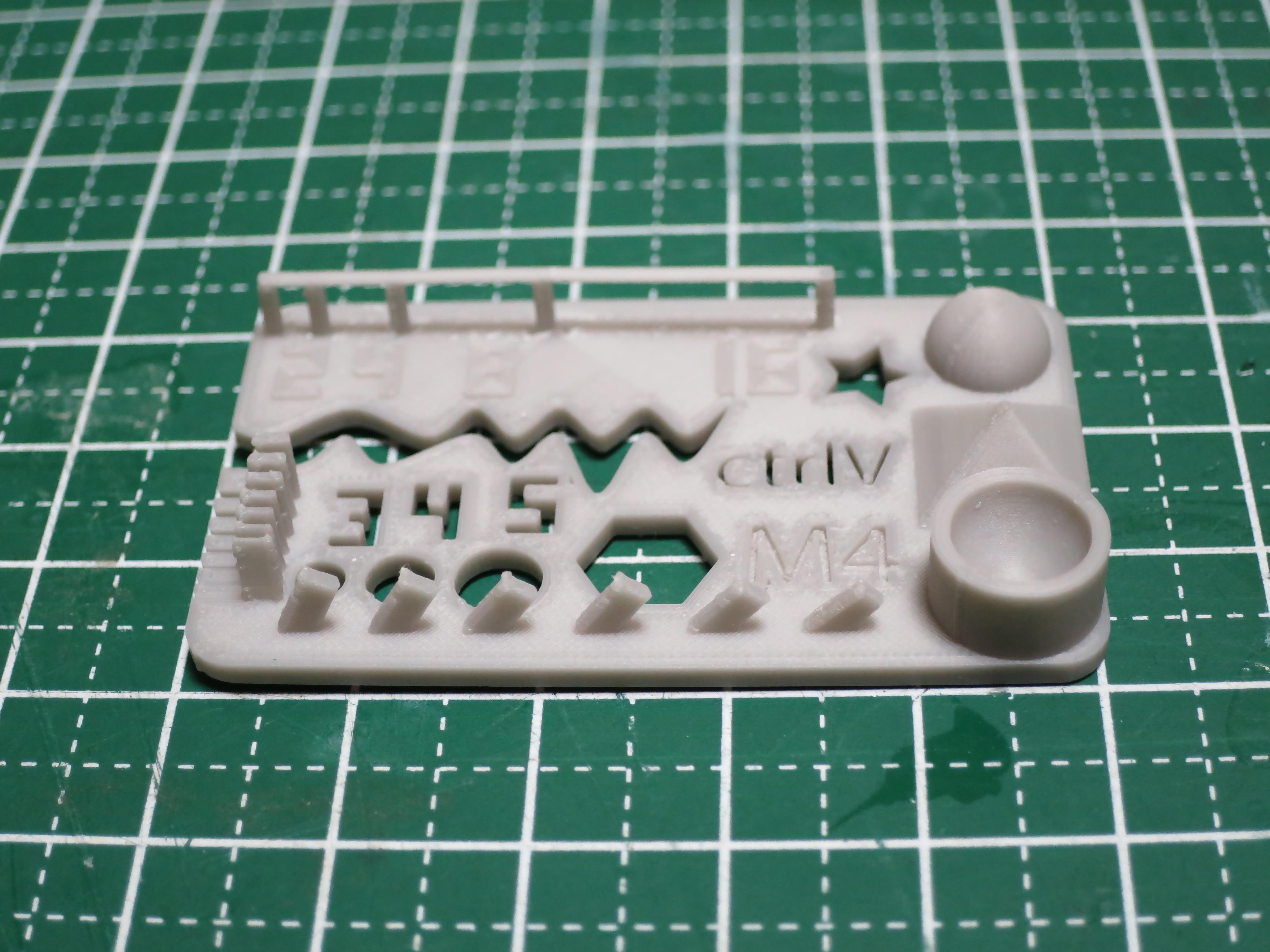
最後にThingiverseのページ http://www.thingiverse.com/thing:1019228 に似せた角度でパシャリw
OVK01 糸引き対策 [OVK01]
どうしても糸引きを抑えたいので、いろいろ検証しています。
Simplify3D の Print Quality Troubleshooting Guide における Stringing の項目を見たところ、リトラクトのスピードや距離はスイートスポットがあるとのことなのでいろいろと数値を振って試してみていたのですが、微妙な差は生じるものの明らかな改善が見受けられません。
https://www.simplify3d.com/support/print-quality-troubleshooting/#stringing-or-oozing
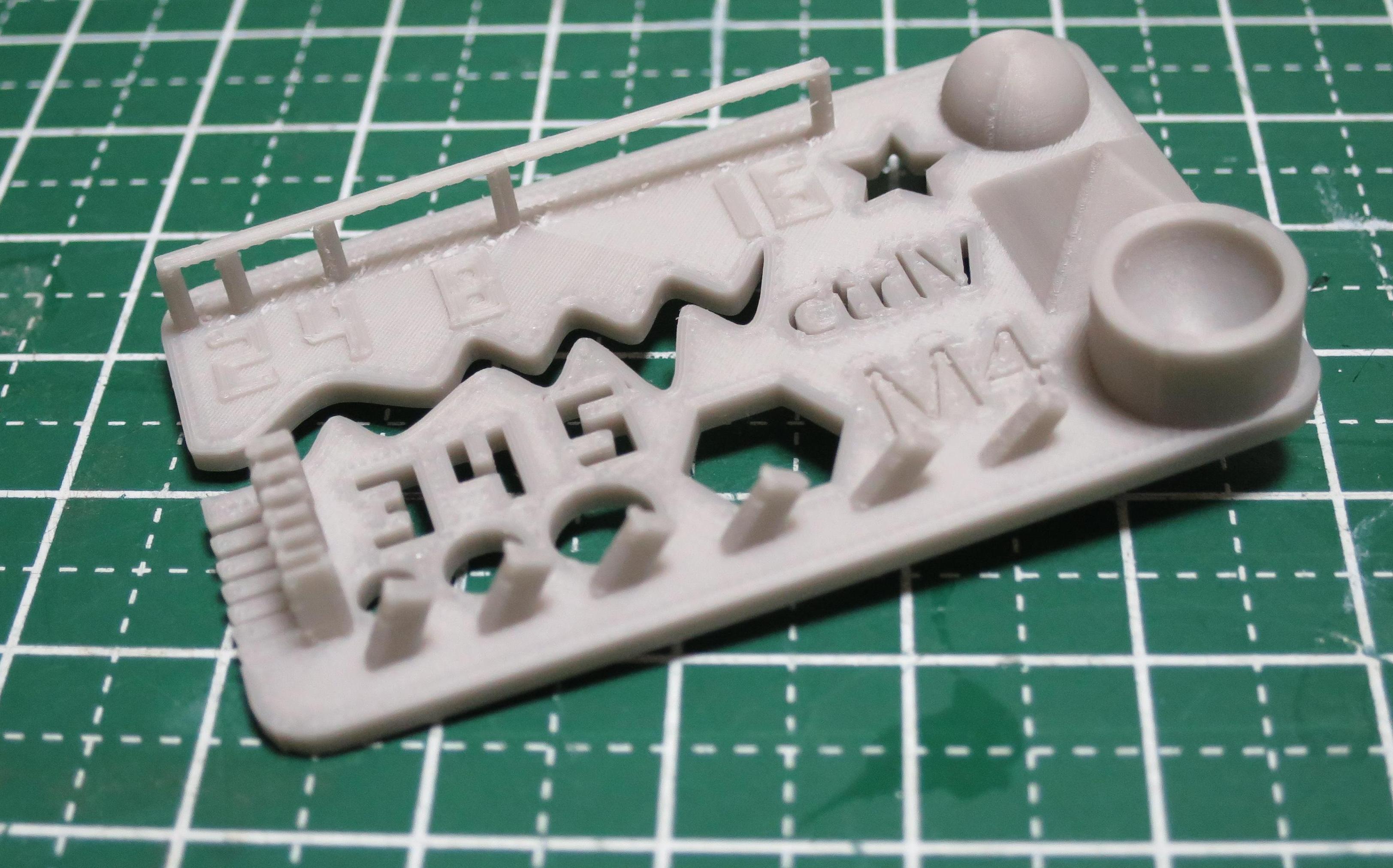
例によって、試行回数を増やすために、簡単なテストパターンを作って印刷してみました。
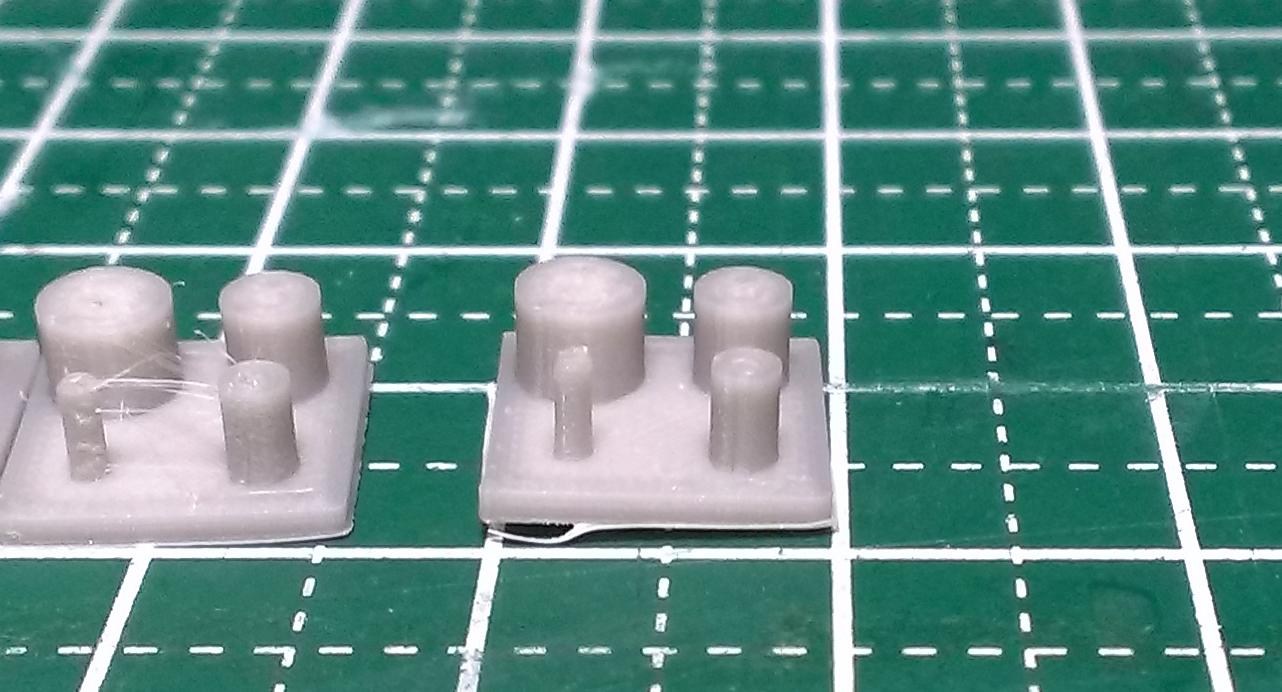
10mm四方厚さ1mmの直方体の上に直径1mm/2mm/3mm/4mm で高さ3mmの円柱を載せています。

印刷中の様子を見ているとあることに気が付きました。その気がついた点について仮説を立ててパラメータを弄ったところ一番右端の出力の様にきれいに糸引きが消せました。
仮説が正しければ印刷面積の広いctrlV2でも効果があるはず。追加の検証が終わりましたら弄ったパラメータと合わせて報告します。
OVK01 VerbatimABSで0.2mmノズル積層厚0.05mmの設定を追い込んでみました [OVK01]
糸引きの問題さえ解決できればそこそこ奇麗になるはずなので、いろいろとKisslicerのパラメータを弄っています。試行回数を増やすため、1時間ほどで印刷が終わるテストパターンを作って印刷してみました。

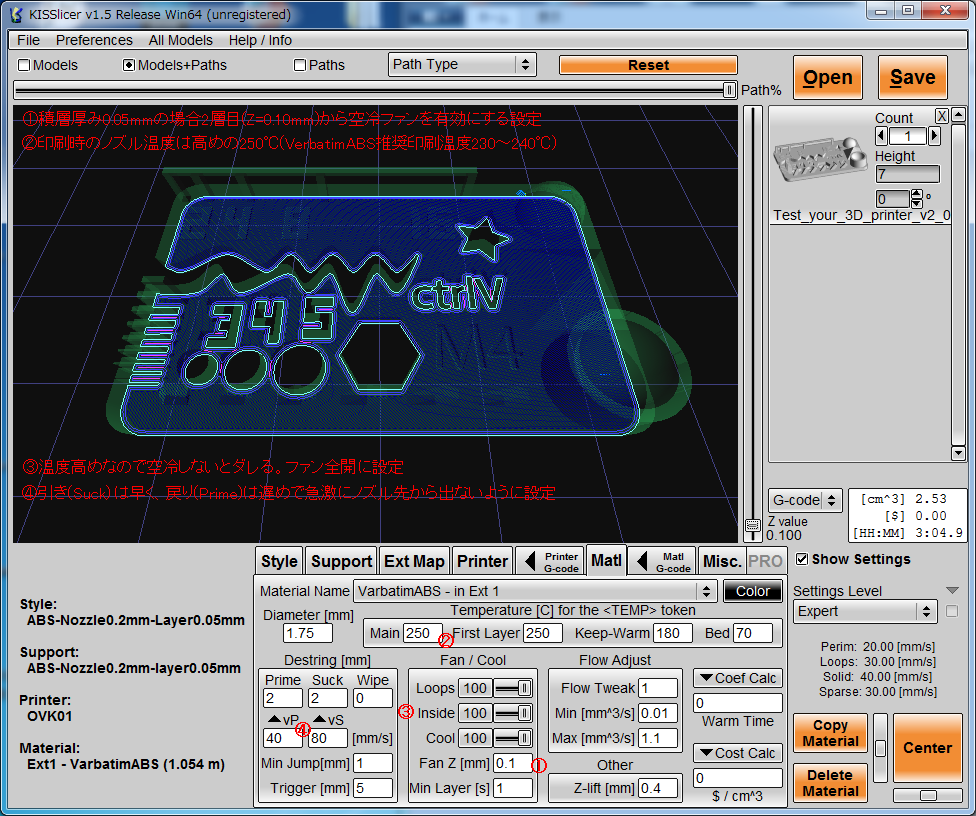
温度低め(230度)の場合、リトラクトで引き切れない、もしくは、ワークとくっついている樹脂が粘りで引っ張られるせいか、どうしても糸引きが抑えられないので温度を高くすることにしてみました。すると、温度を上げるごとに糸引きは徐々に減ってきたのですが、今度はinfillのやloopにおいてパスが被る個所やリトラクト、継ぎ目の個所でワークがだれて積層が安定しないという問題が出てきたので、ファンを全開に設定してみたところ、安定しました。VerbatimABSの推奨印刷温度は230~240℃です。温度をあげすぎると今度は細かなエッジが潰れるので、糸引きの加減を加味して250℃の設定で行くことにしました。
条件が整いましたので、CtrlVのテストパターンにリベンジしました。デニムベッド諦めてPCシートに戻しています。
印刷中。上側中空ブリッジの個所のサポートも奇麗に出ています。
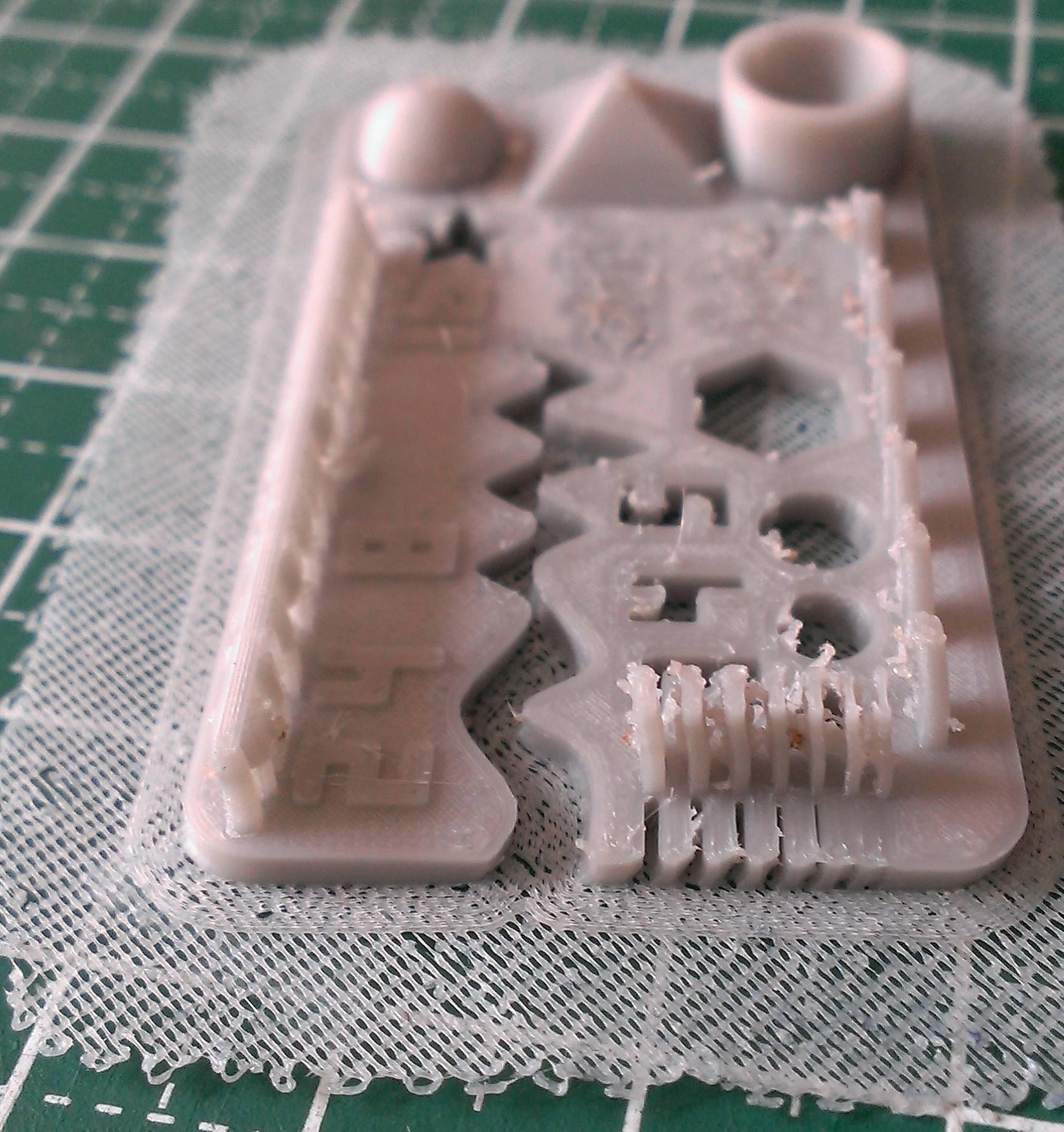
印刷終了。糸引きは完全に取れていませんが、取り除ける量なのでよしとします。

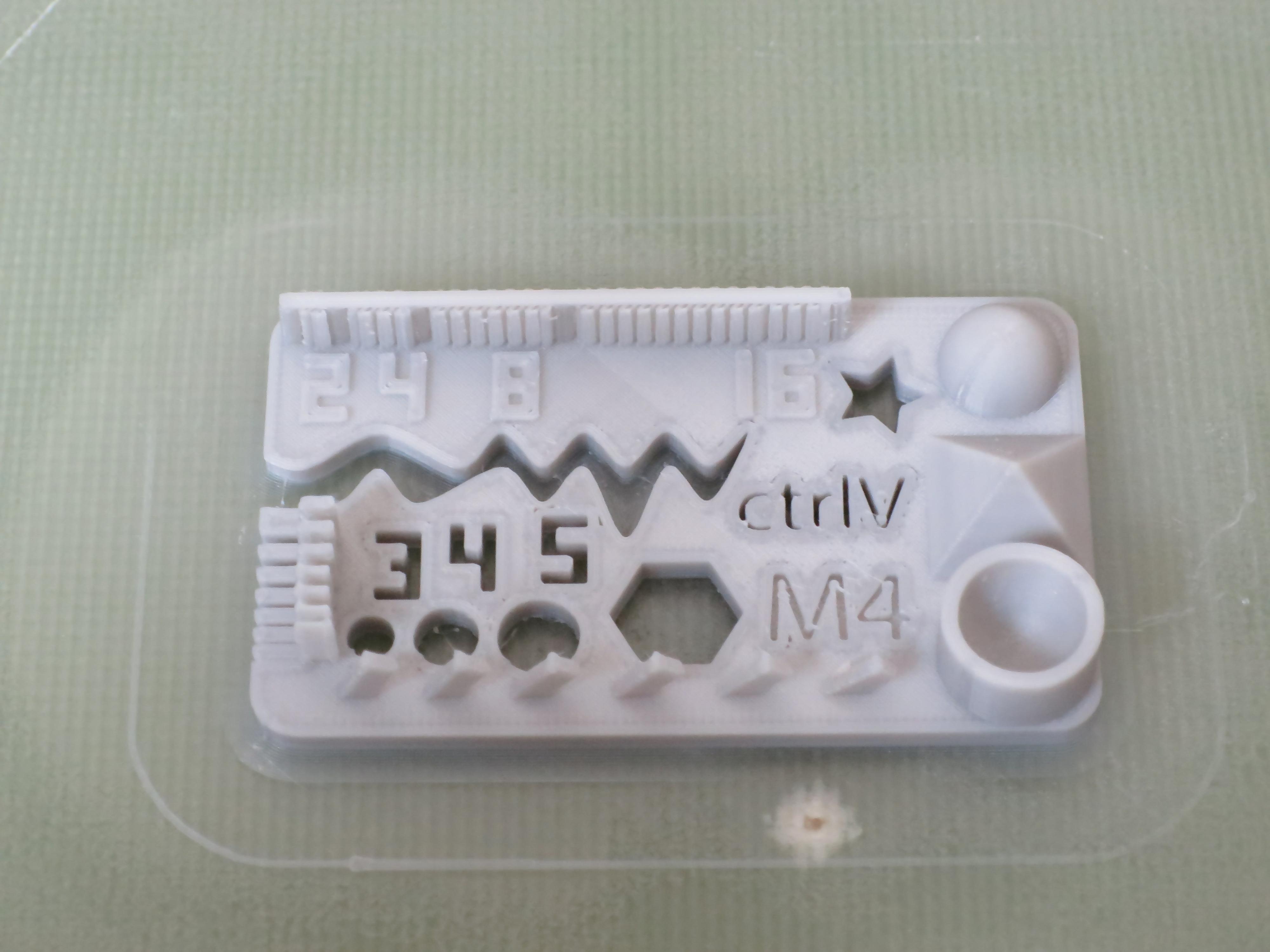
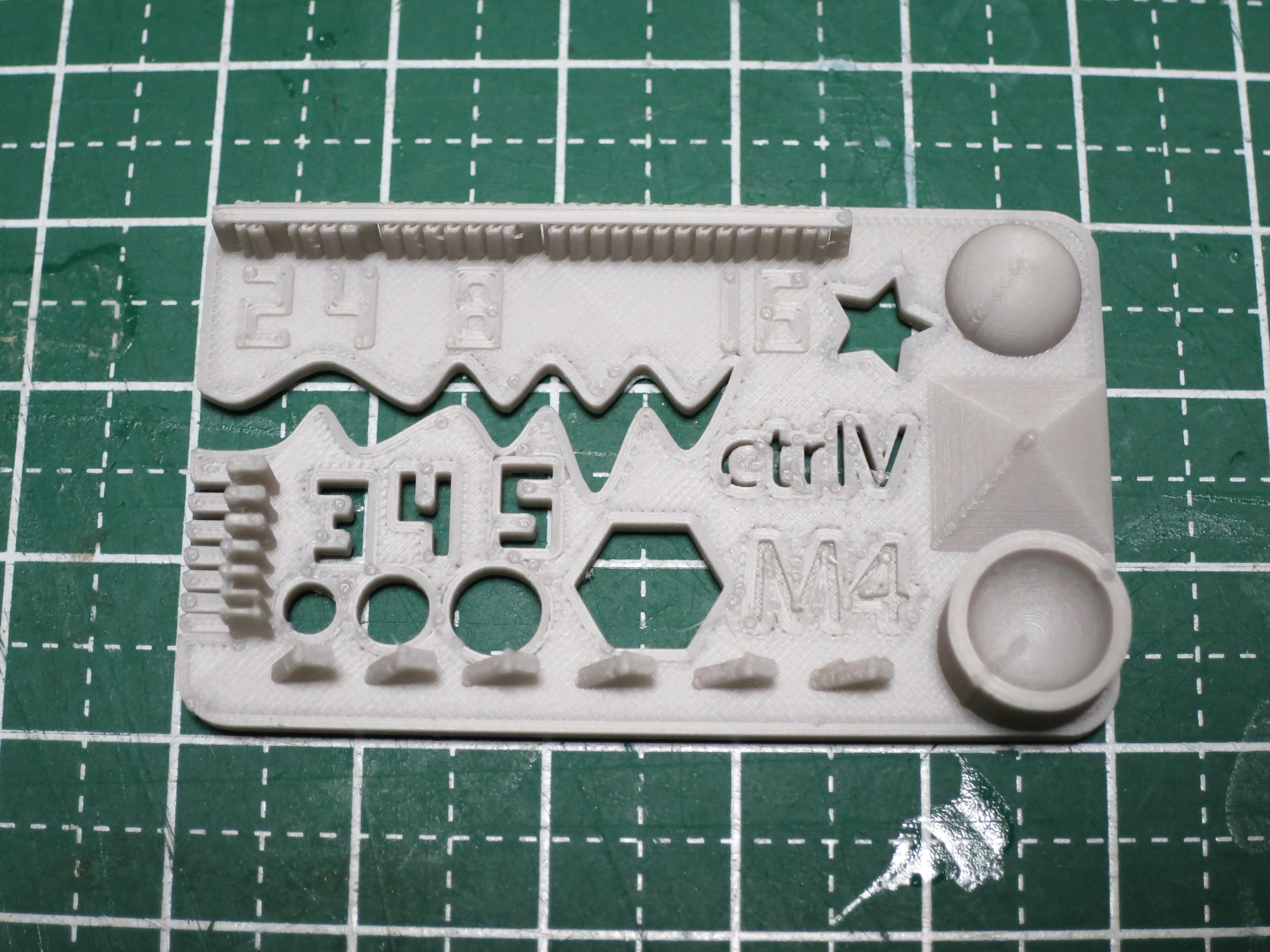
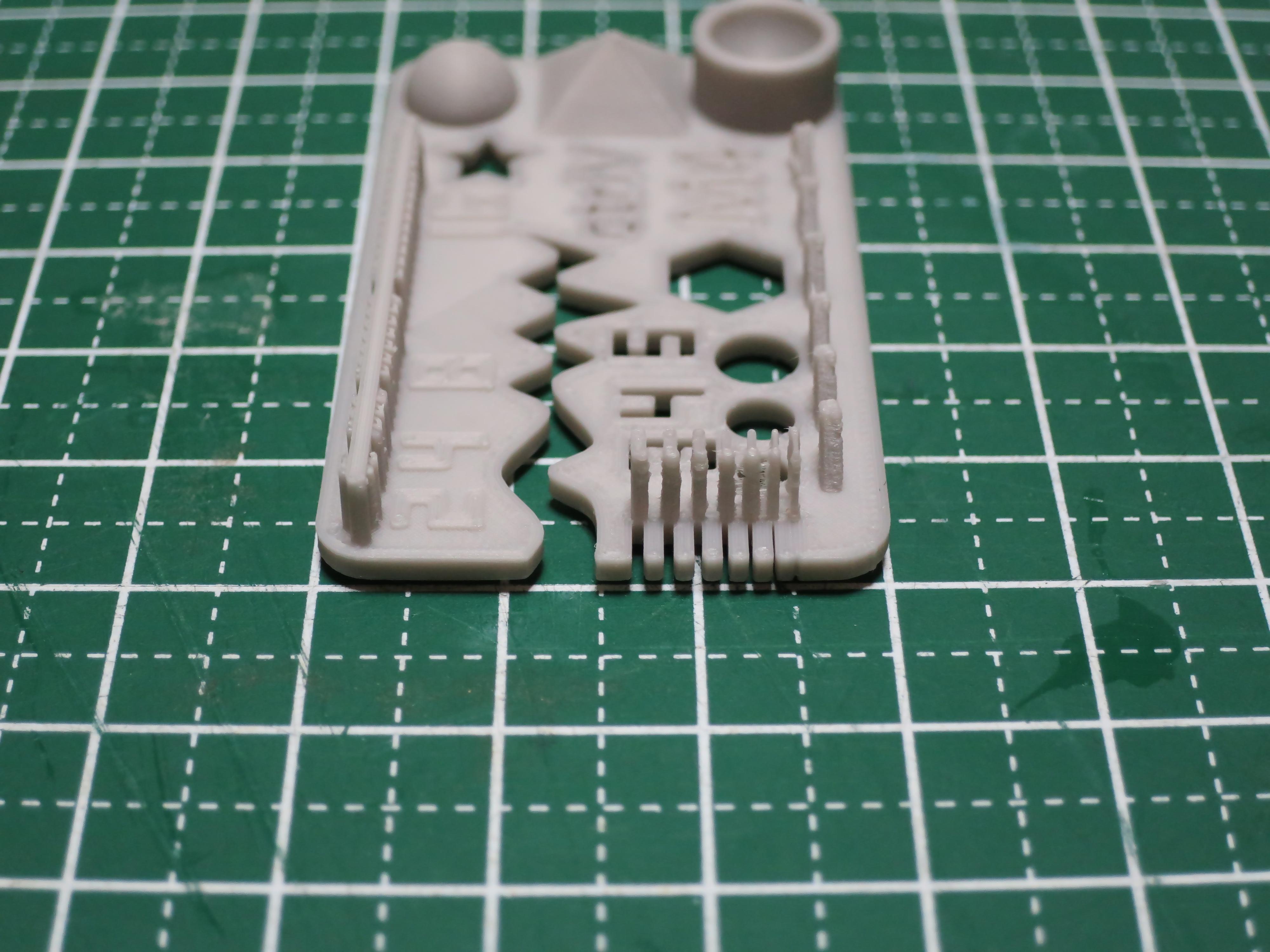
以下はお掃除後の写真です。
スリット

ブリッジ(サポート除去時に柱がとれたので接着してます)

オーバーハング(こちら側はサポートなし(サポートは60度で追加する設定にしています)で印刷しました)
各ドーム(シームは写真むかって右下方向)

おまけ
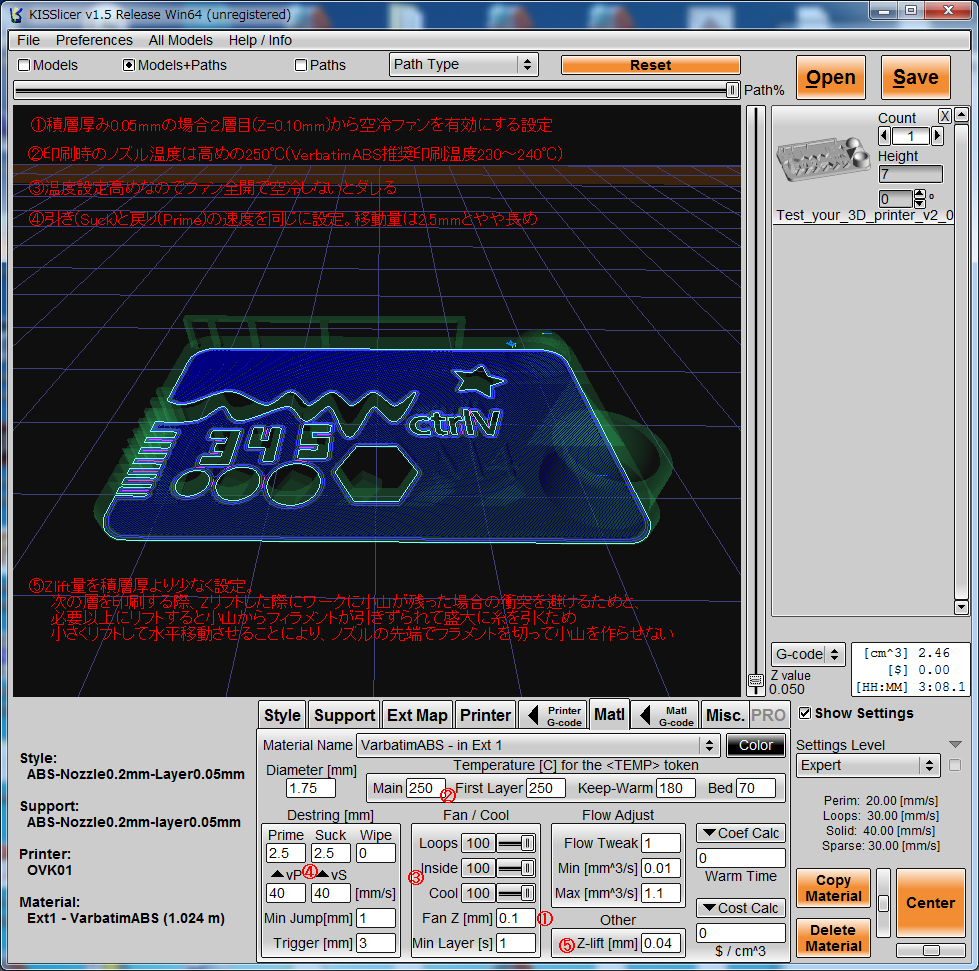
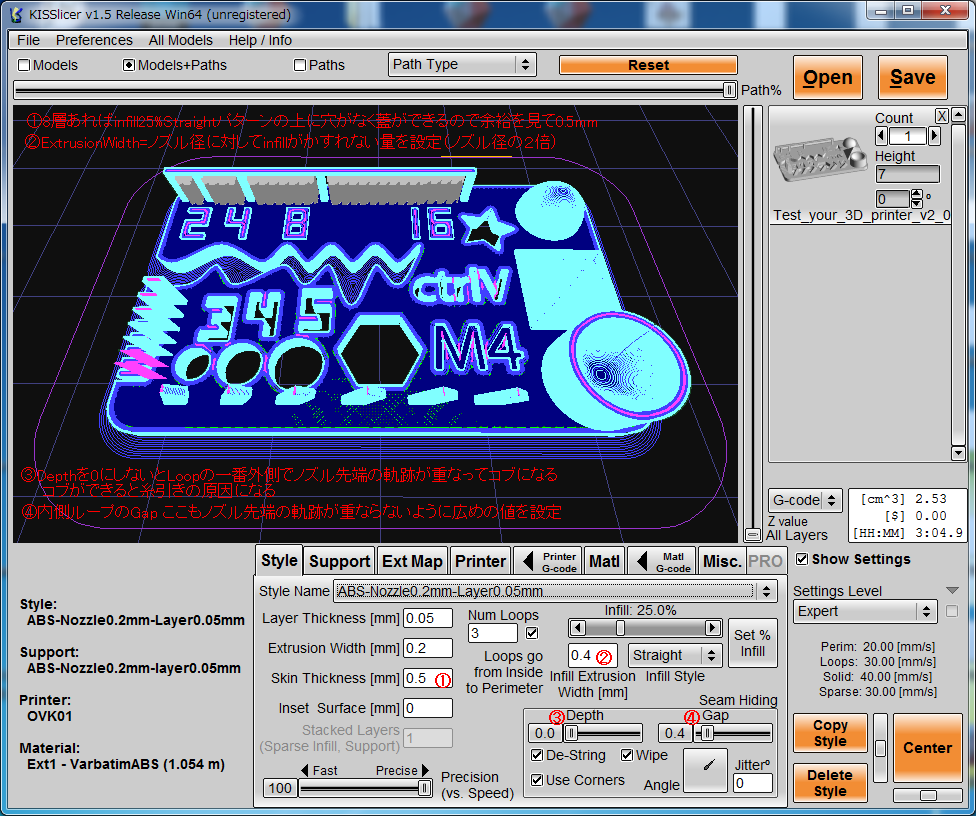
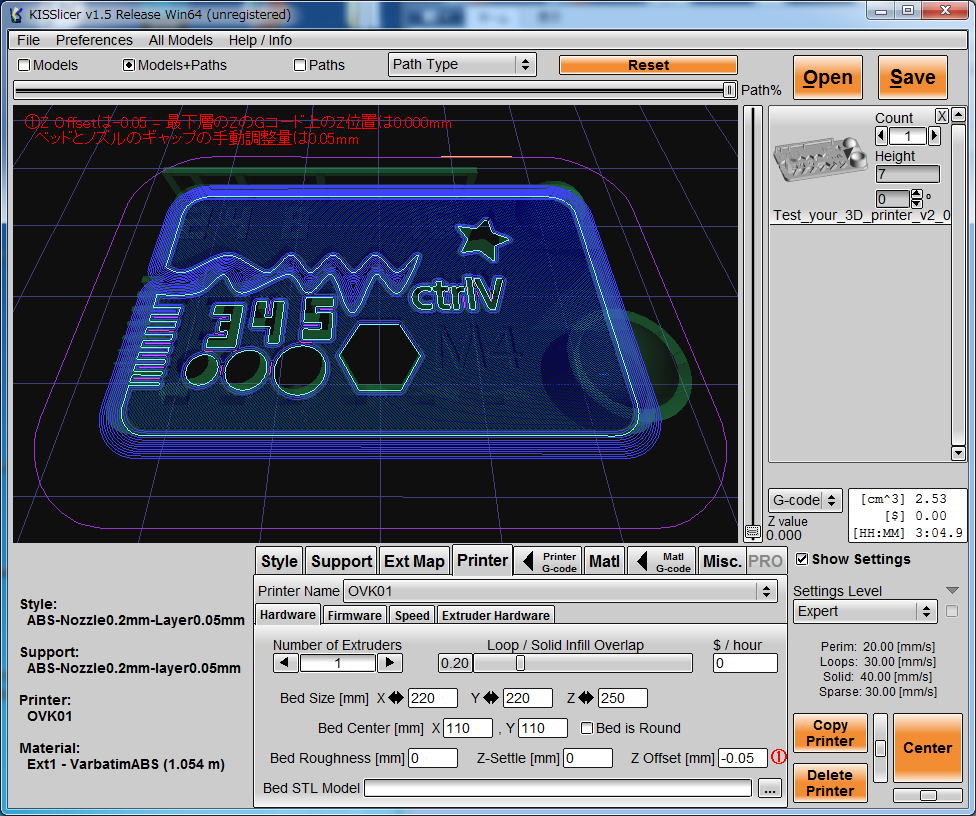
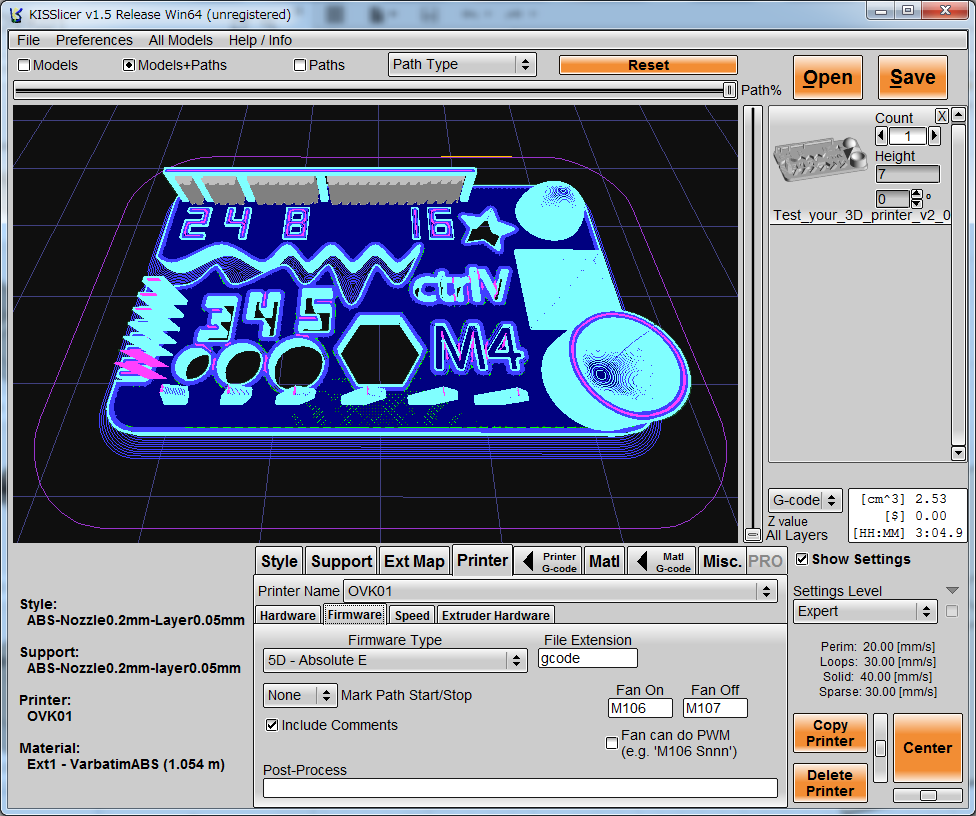
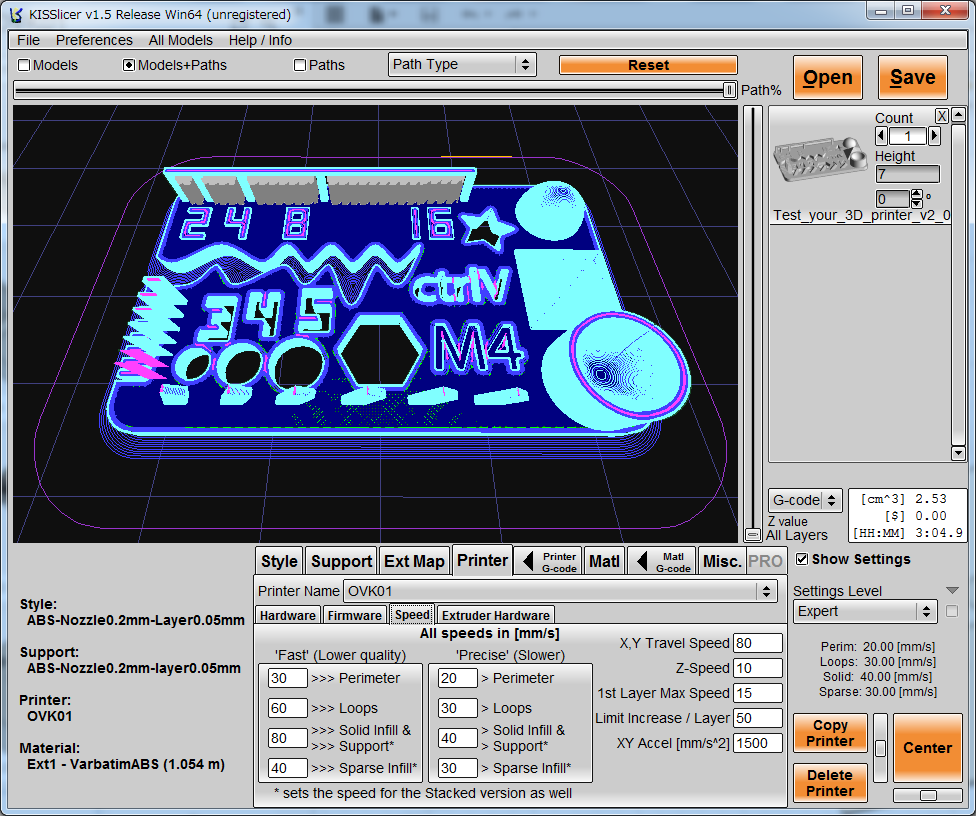
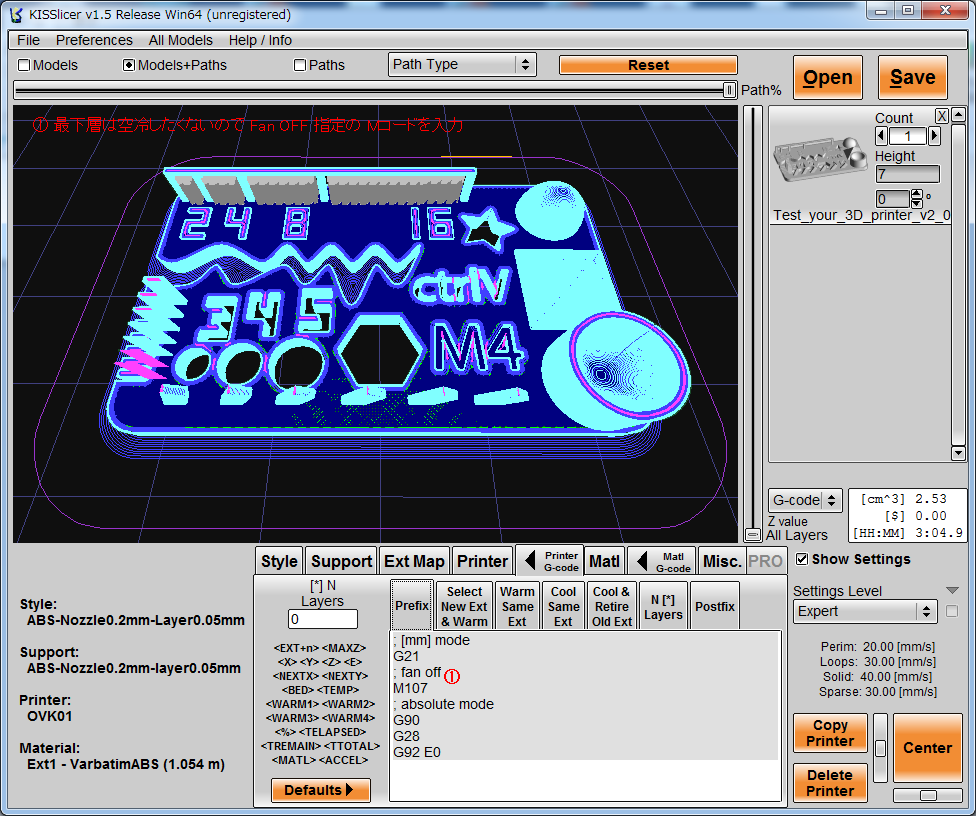
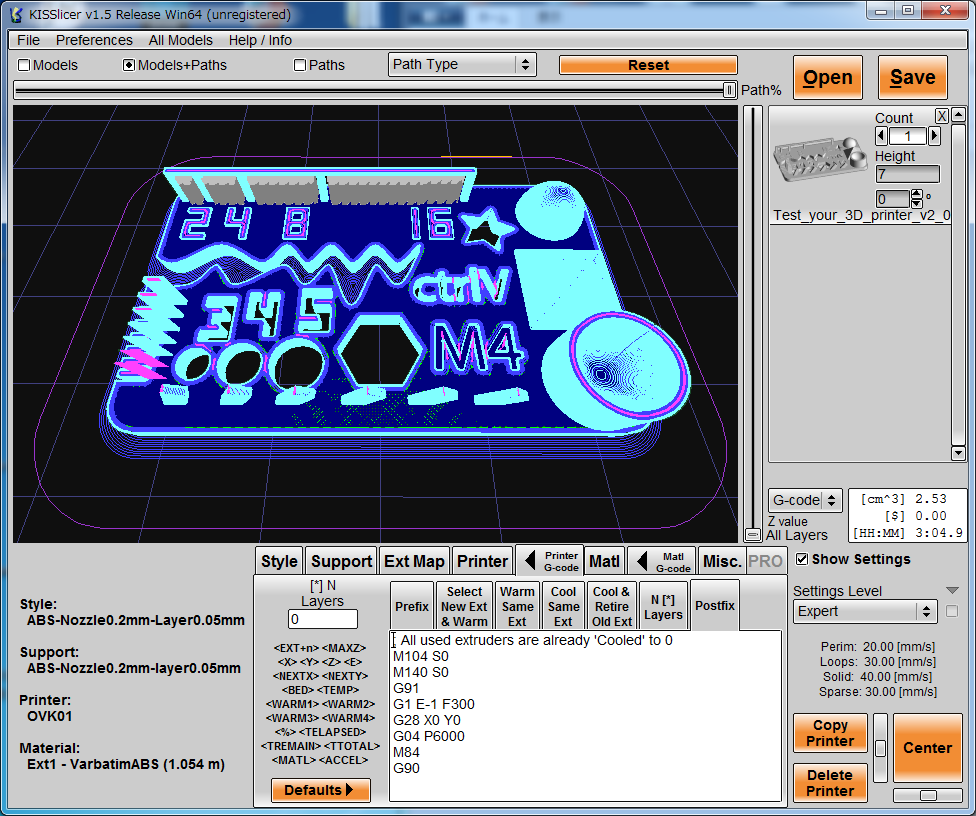
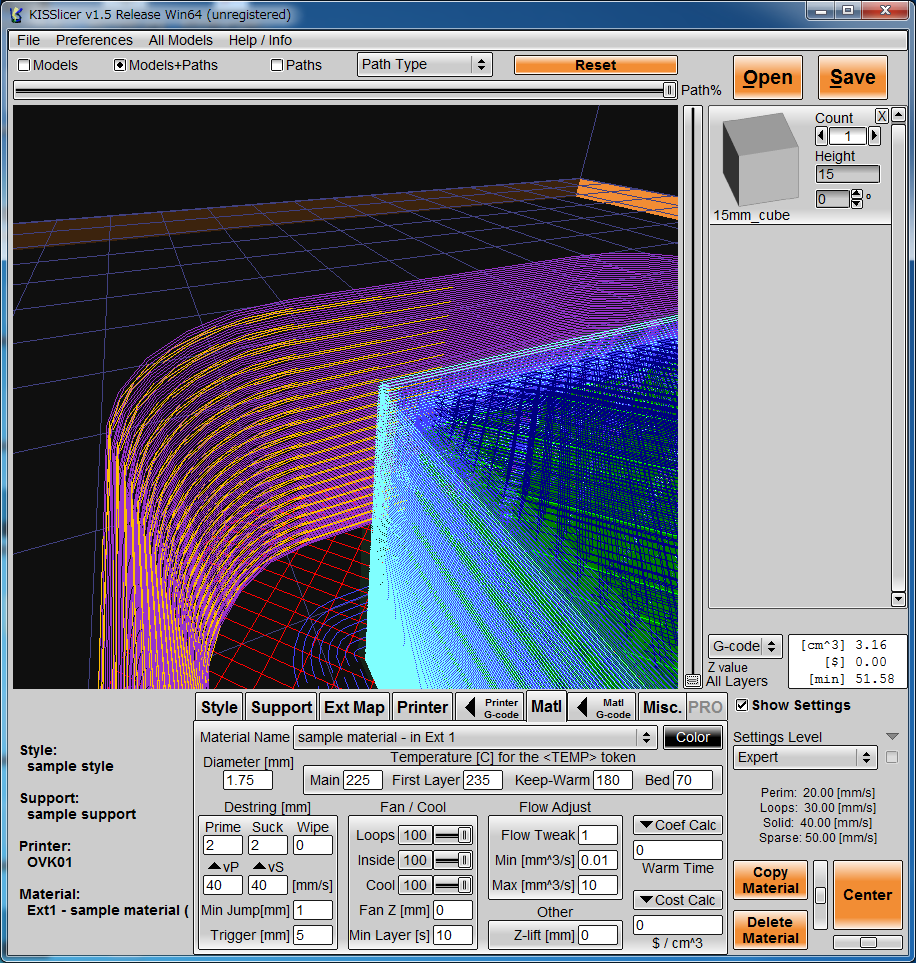
今回の印刷に使ったKisslicerの設定です。調整したパラメータについて解説を追記しています。


0.2mmノズルでの印刷はもう少し奇麗に出してみたいところですが、積層が安定しているのでよほど細かい柱が乱立するようなワーク形状でなければ大きな破たんはないはずなので大丈夫かと。
とりあえずこんなとこでっす ・∀・ノ
皆さんも挑戦してみてくださいね。
Kisslicerの設定でここ変えてみたらー?とか、ご意見ご質問はコメント欄におねがいします。
2017年3月31日追記~
糸引き対策でMaterialタブの[Destring]と[Z-lift]を修正
~追記終わり
2017年4月7日追記~
smoothieのconfigにて
extruder.hotend.max_speed の値が 20 になっており、リトラクト速度にリミッタが掛っていましたorz
extruder.hotend.max_speed の値をハードウエアの限界値よりやや余裕を見て 60 に設定しました。
~追記おわり
OVK01 デニムベッドその4 [OVK01]
デニムベッドですが、またまた問題が発生しました。
がっつり樹脂が定着するのは良いことなのですが、印刷が終わって金属ヘラを使ってラフトを生地からはがすときに、応力が集中してベッドと生地の接着面がはがれてしまいました。(生地と接着材がはがれたのではなく、接着剤とベッドの接着面が剥離しました。)
念のため、生地をベッドからはがして裏面を確認してみましたが、接着剤は生地にしっかりついています。

対応策としてはへらを差し込んだときに生地が変形して応力が集中しないようにより薄い生地を使用する。接着強度を上げるために、ヒートベッド側の接着面を荒らす。などが考えられます。
おまけ
0.2mmノズルでのABS印刷はなかなか難しいです。Kisslicerのパラメータ詰めるのがいろいろと辛い´・ω・`
今のところベストな印刷はこんな感じ(樹脂はVertbatimABSです。出しっぱなしお掃除なしです。)
細スリット印刷ではノズルの往復で樹脂が引きずられて垂直面がゆがんだり、下層ではしっかり抜き文字が出ているのに上層へ行くと潰れたり、、、
んーなんかφ0.4mmノズルの時の方がきれいに出ているような、、、
じゃあ、冷却を強くしてダレないようにしようとすると、ワークが反ったり、、、
上の写真では右上側が反っています。ワークが反る→樹脂がノズルから射出できない→Zリフト中に射出圧が放出されて糸引き→解放しきれない圧力はループ箇所で過射出→輪郭が、、、のコンボ。途中で印刷止めました。
個人での追い込みは試行回数が限られるので、なかなか面倒なところです。
微細印刷におけるスライサ設定のノウハウは集合知で何とかならないかと他力本願な今日この頃です。
それはさておきもう一度ブログのコメント欄で頂いたアドバイスとか確認してみ~よおっと。
~2017年3月23日追記
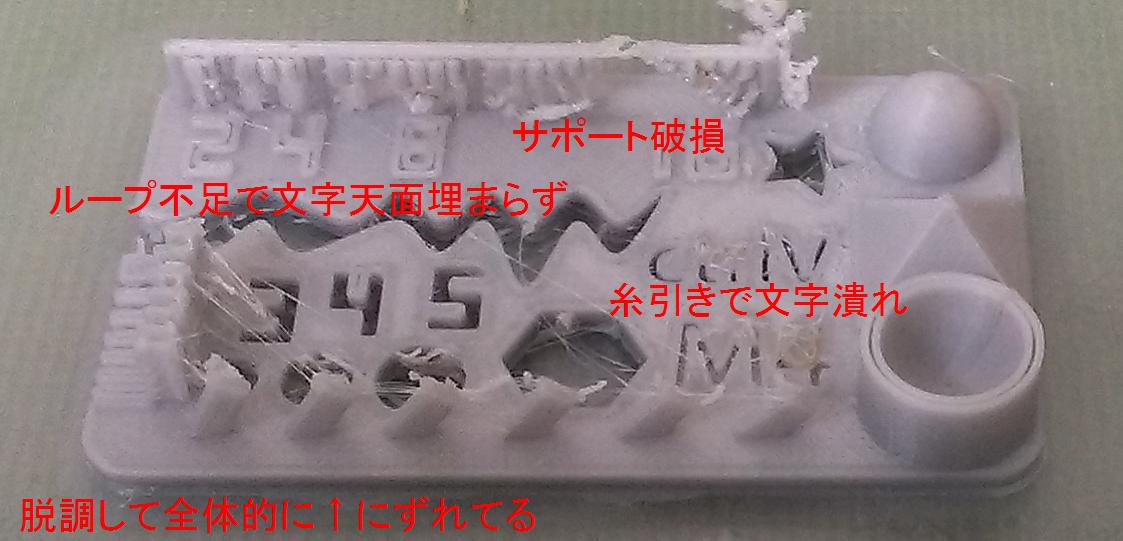
天面の抜き文字潰れは底面が不安定だったから&脱調が原因でした。
デニムベッドは底面が安定しないのとワークが繊維の上で小刻みに動いてワークとノズルの相対位置がズレるため、微細造形ではお勧めはできないことが判明しました。
脱調が起こっている個所は塗りつぶしでない通常のinfillのレイヤーなので、次回はinfillの印刷速度を落としてみます。
ちなみにkisslicerはLoop数を減らしていき、壁厚みが0.5mm以下になると、infillとloopの間に塗りつぶしパスを描いて壁厚みを確保しようとします。超小刻みにジグザクに動くのでloopで描くより印刷時間がかかります。素直にLoop数を増やした方が良いです。
Extrusion Width 0.2mm で Num Loops 2 の場合以下の青線の小刻みジグザグパスが全周に発生します。Num Loop を 3 に設定すると消えます。
~2017年3月23日修正
Loopの周囲のジグザグパスはSkin thickness が Extrusion Width x Numl oops を下回ると発生するとの情報をいただきました。ここに修正いたします。
ということは Kisslicer は 側面は薄くしたいけど天面の厚みを増やすという設定はできないということなのか、、、、、、
Skin thickness は天板、底板の厚みだと思っていましたが、側板の厚みも兼ねているようです。Loop数の設定とは独立して欲しいところですね。
修正終わり~

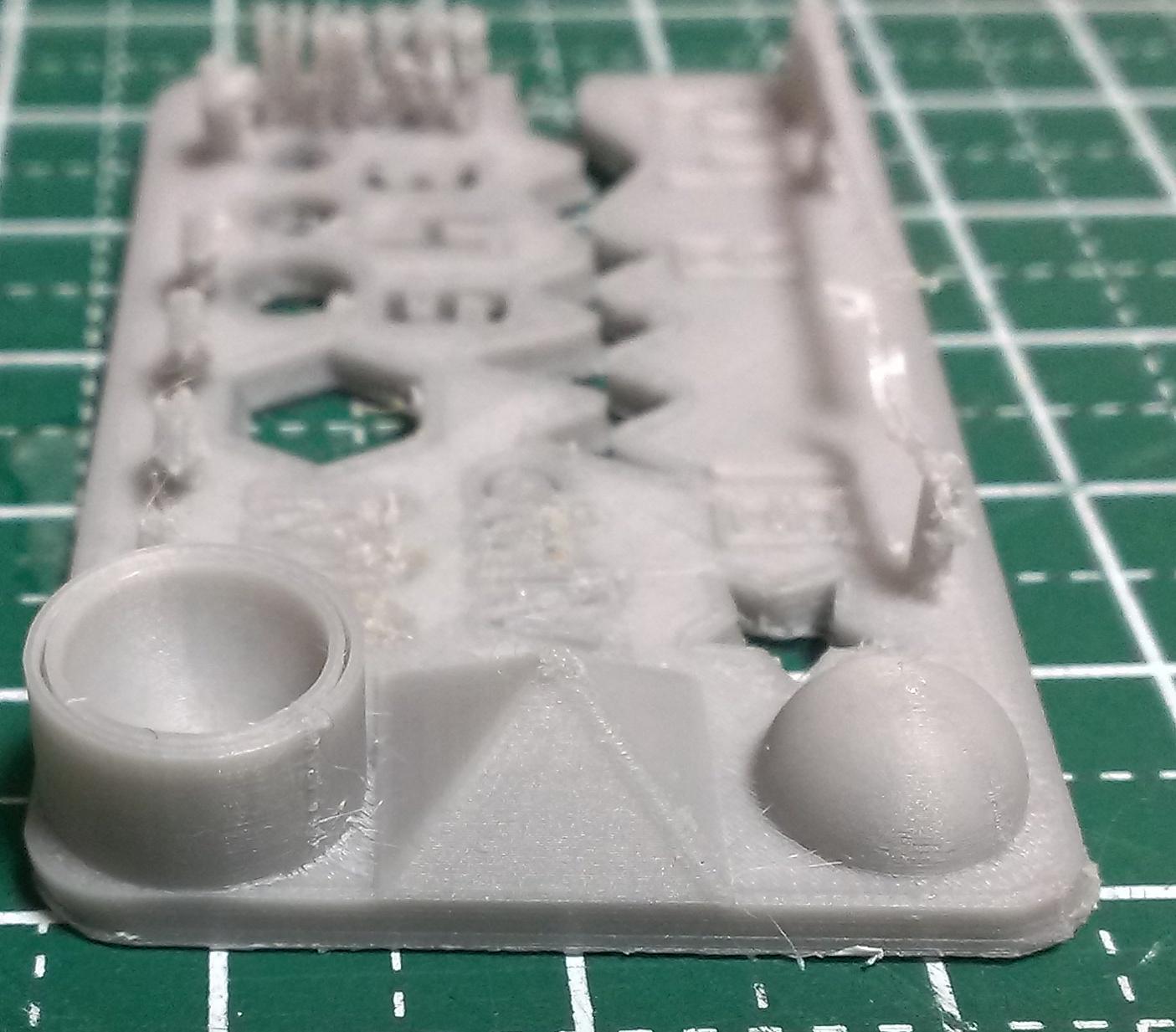
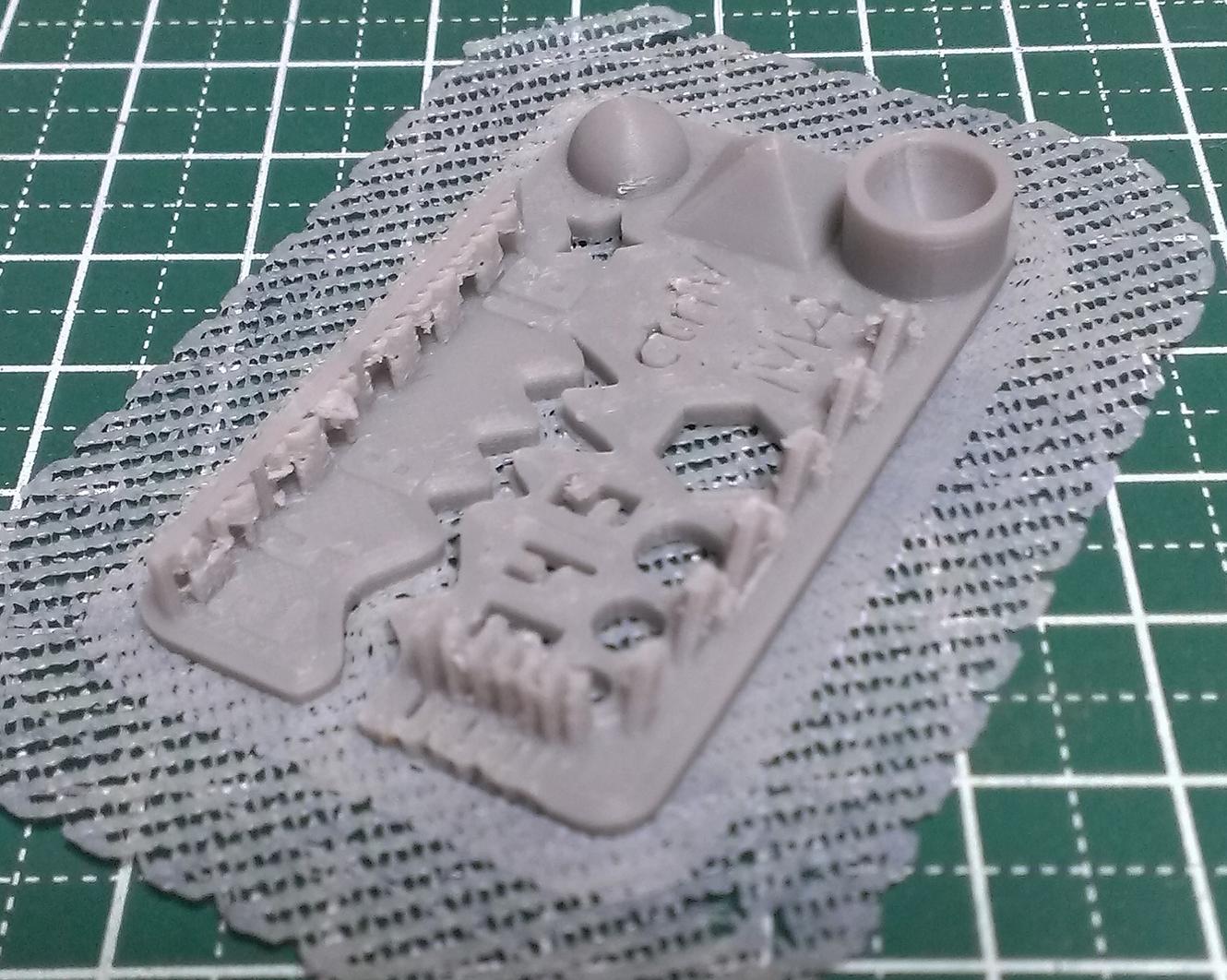
デニムベッドとラフトやめてPCシートにブリムだけで直接印刷しました。がっつりくっ付いたので反りもほとんどありません。
もう少しパラメータ煮詰めて糸引き押さえれば奇麗になるかなー
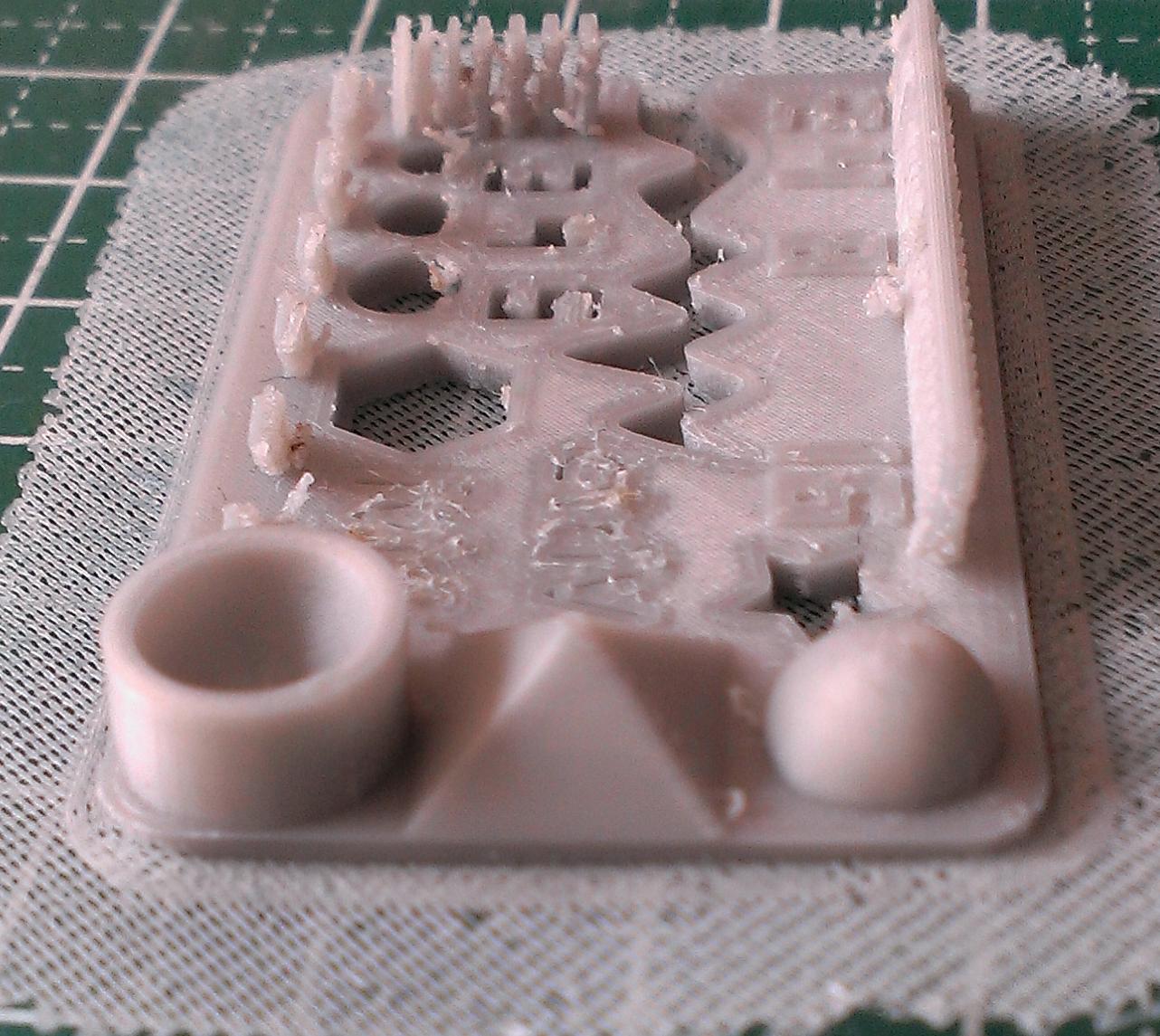
サポートとったりこぎれいにしてたらいろいろ破損w

各ドームは奇麗。あ、積層は0.05mmっす。
スリットも脱調して右にずれてるのを除けばちゃんとでた。(ループ減らしたら天面が一部埋まってないw)
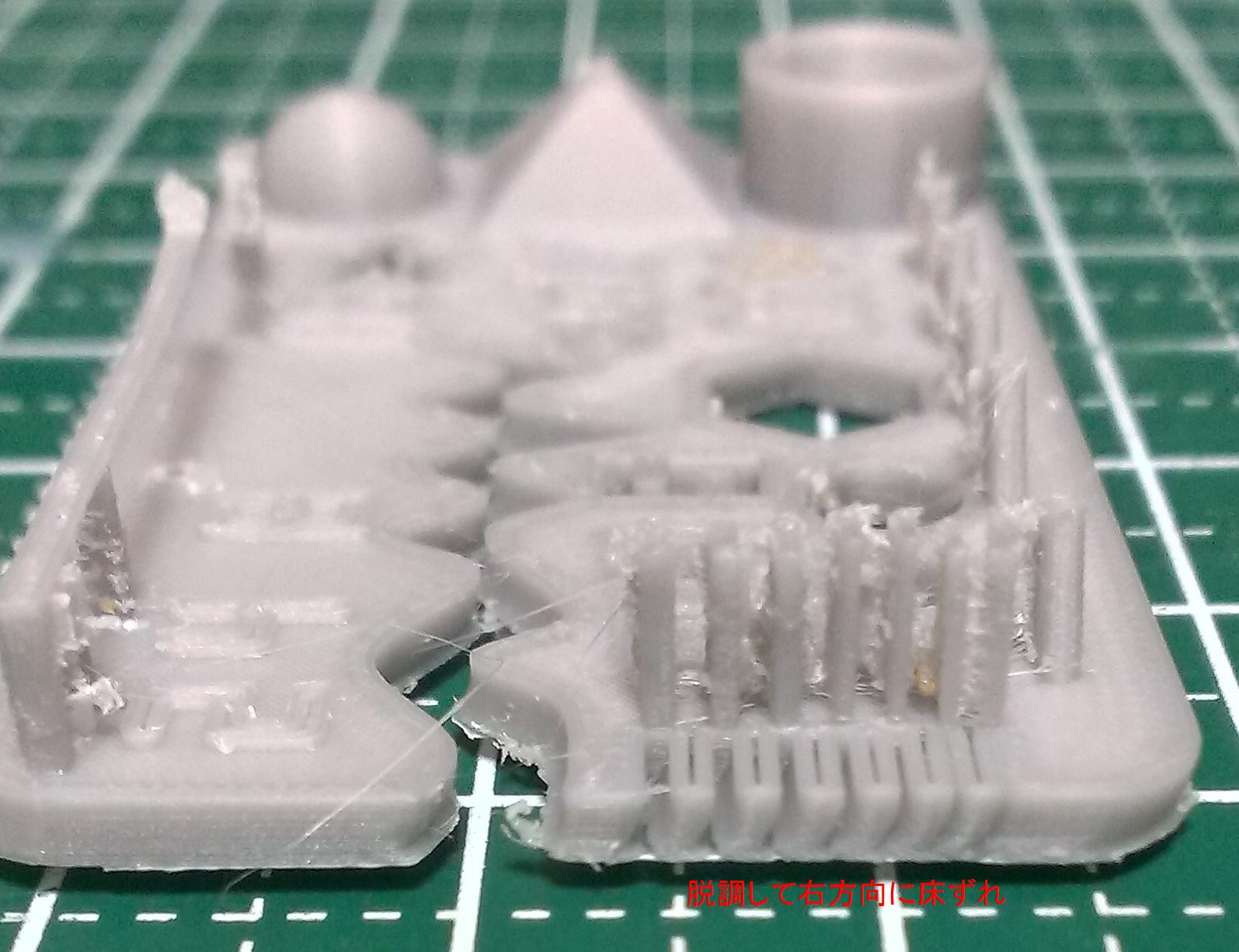
現状こんな感じです。
やっぱり底面の安定は大事。
追記おわり~
OVK01 φ0.2mmノズルとφ0.3mmノズル製作 [OVK01]
thingiverseから以下のテストデータ(ctrlVさんの小さい版)をダウンロードして印刷してみました。
http://www.thingiverse.com/thing:1019228
積層厚は0.05mm φ0.4mmノズルでフィラメントはVerbatimABSです。
上の写真ではサポートがついたままです。柱はそこそこ奇麗に出ましたが、サポートを剝した後は跡が汚いですし抜き文字が潰れたりしているのでφ0.4mmノズルではこれが限界かなぁと。
ということでφ0.3mmノズルとφ0.2mmノズルを作ることにしました。
材料は 「ドン!」

快削真鍮六角棒 C3604B 対辺12mm L300mm!
ジグソーで20mm単位で切り落として

旋盤にセットしたら端面をきれいに切り落として長さを16mmに揃え、端から数mmを円柱加工(円柱部分にチャックハンドルの端を当てて振れ取りします)

φ1.9mmドリル~φ3.2mmのドリルで6mmほど穴を掘ったら、
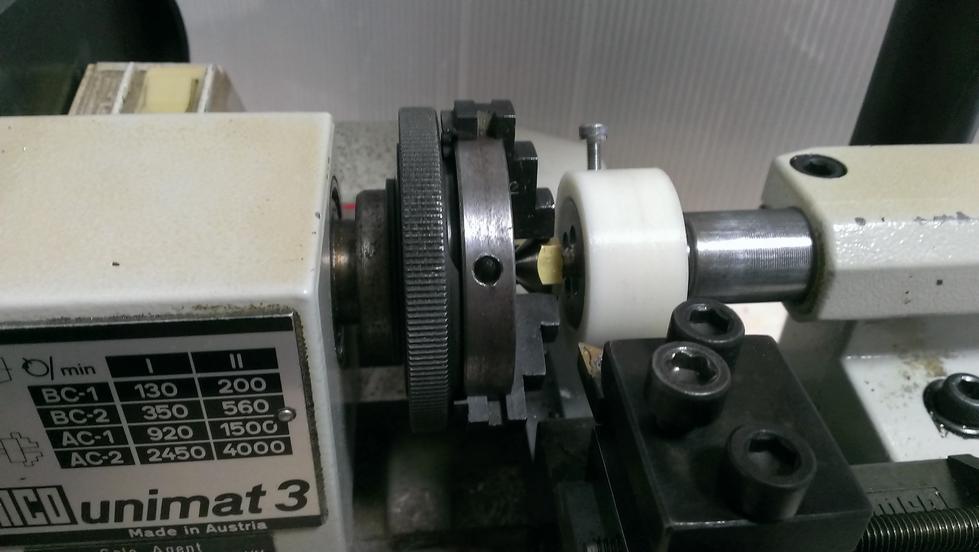
本来はこういう使い方をするツールではありませんが、φ3.5mmのエンドミルで深さ6.0mmほど掘ります。堀った先端が平らになります。
続いて、、、φ1.0mmドリルで適当な深さまで掘ったら、根元φ1.8mmのスチールカッターリーマーで深さ15mmほどテーパー穴を掘ります。
写真は撮り忘れたので省略。詳細は以前の記事http://ginger-soft.blog.so-net.ne.jp/2017-01-31を参照ください
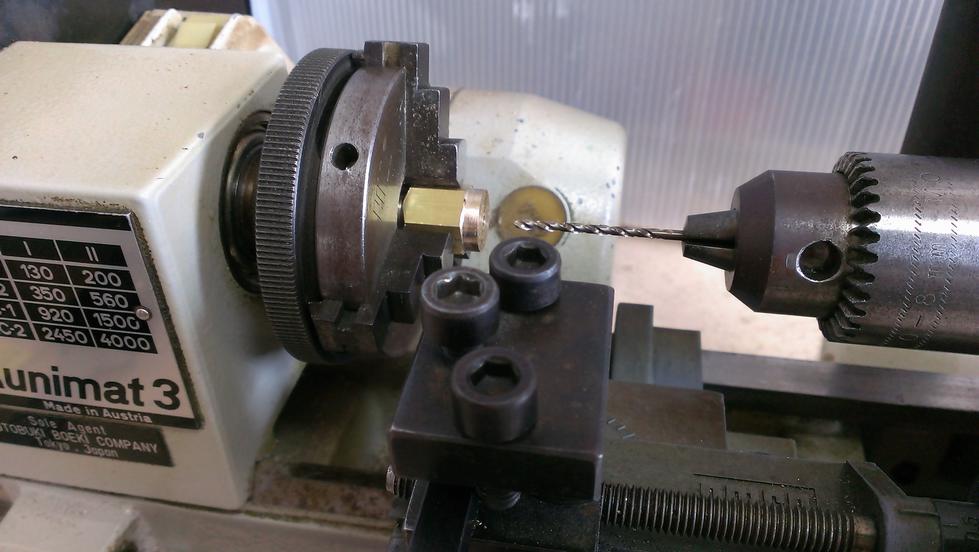
続いて切削面を反転させてφ0.3mmのドリルで穴を貫通させます。深さは1.5mmほど
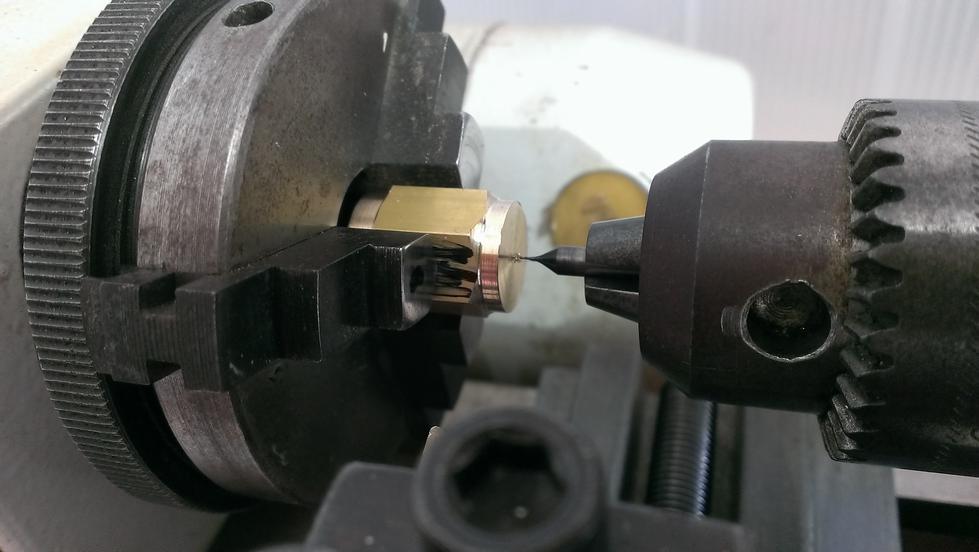
φ0.3mmドリルはこのように先が細いので作業には神経を使います。
こんな感じで小さい穴が開きます。

穴を開けたらテーパー加工。テーパー加工してから穴をあけると、先端付近の肉の薄い箇所で穴が歪むので穴をあけてからテーパー加工します。

テーパー加工したらピカールで磨きます。のちのめっき加工での下処理を兼ねてます。

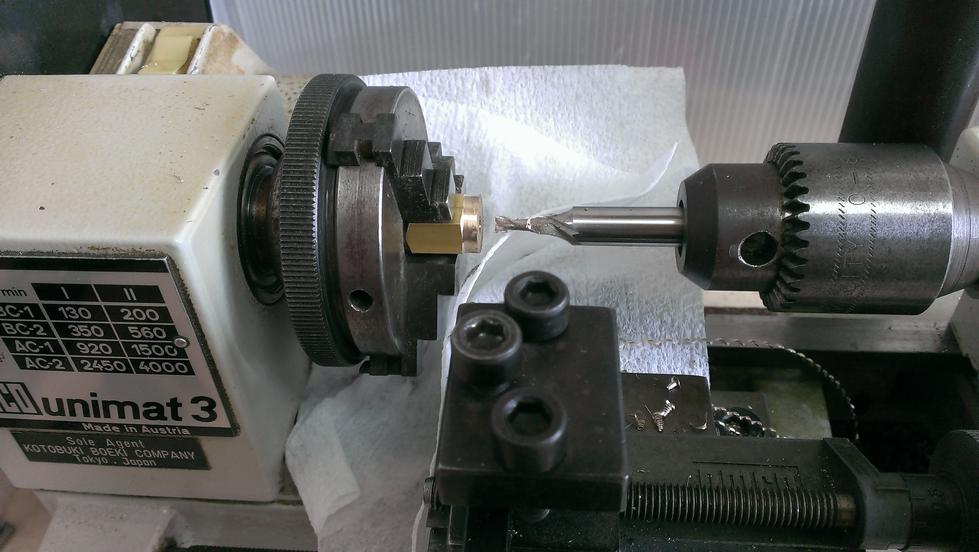
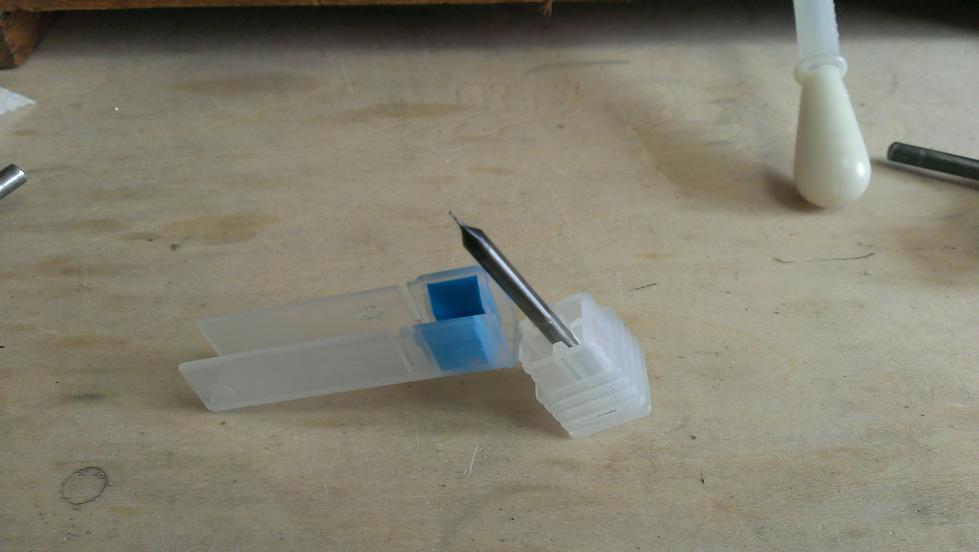
φ0.2mmノズルも同様に製作します。使ったドリルはタミヤクラフトツールズの精密ドリル刃0.2mm実売価格400円です。φ0.2mmドリルは油断するとすぐ折れるので安いドリル刃は助かります、、、、、、つД; ←1本2000円の精密ドリルを折ってしまい ´・ω・ショボーン した奴がここに

切削オイルを掛けながら慎重に開けました。

こちらも0.3mmノズル同様にテーパー加工を済ませたら 反転してφ6mm深さ6mmで円柱加工してダイスでM6ねじ切り加工します。
出来上がりはこちら

ノズル製作にもだいぶ慣れてきました。
おまけ
文章の説明では分かりづらいのでホットエンドをFusion360でモデリングして断面図表示してみました。
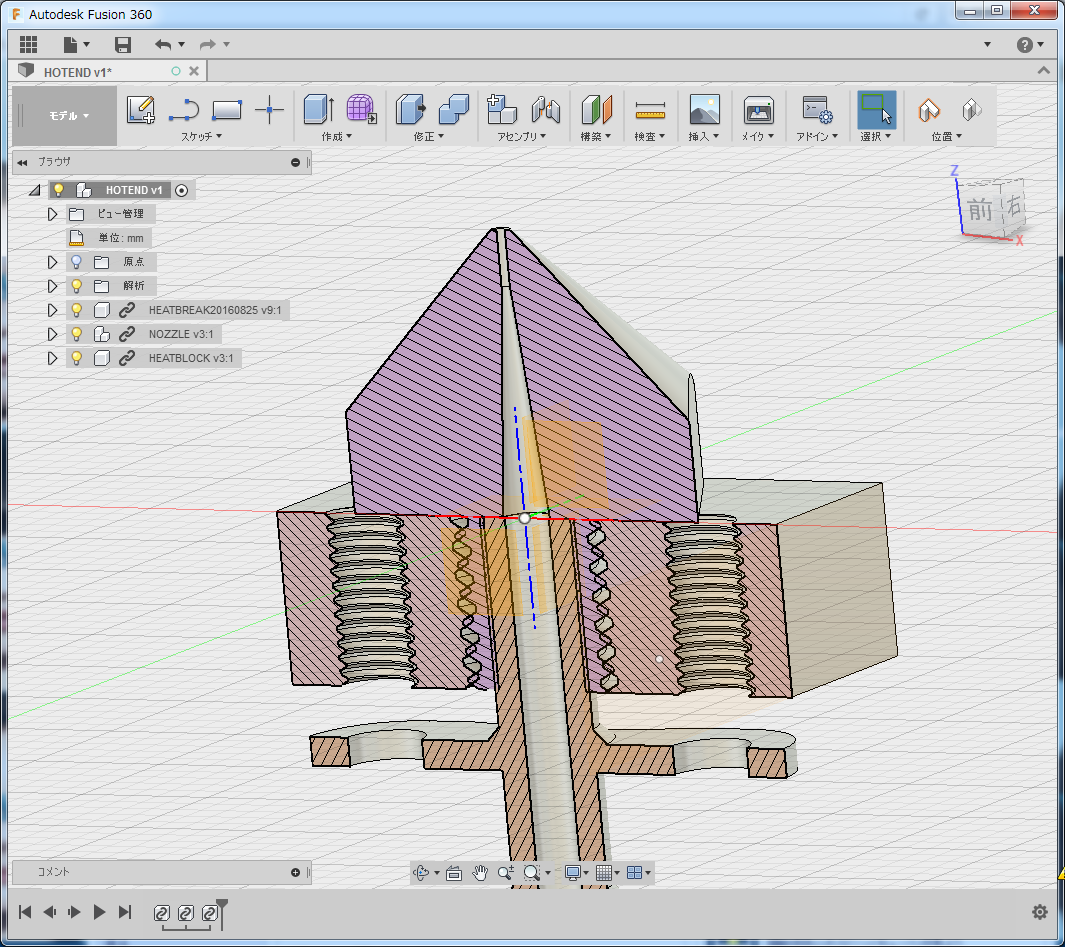
紫斜線がノズル、赤斜線がヒートブロック、オレンジ斜線がヒートブレイクです。
OVK01 デニムベッドその3 [OVK01]
~2017年3月25日追記
その後の検証の結果、デニムベッドの利用は推奨できないと判断しました。理由は以下のとおりです。
・生地の繊維がずれるので印刷中にワークがノズルで引きずられるとワークが揺れて積層が安定しない
・ワークと生地の密着性が良すぎるため、はがすときにベッドと生地が剥離する恐れがある。よって連続使用に向いていない
・生地の凸凹のせいでワークの第1層目が安定しない。フラットタイプのラフトが生成できるスライサでのスライスが必須
以上追記終わり~
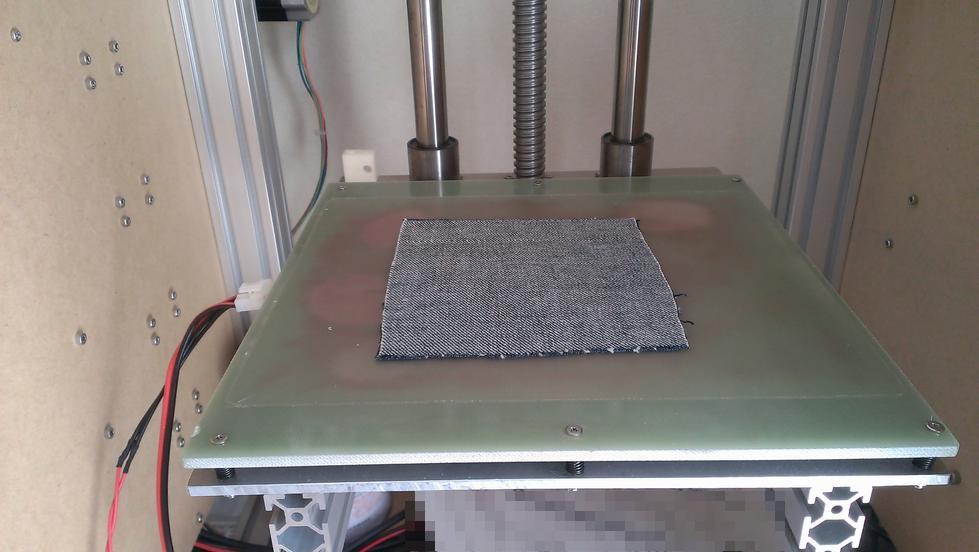
デニム生地をベッドに接着しました。

使った接着剤はセメダインスーパーXブラックです。

生地に塗る際、透明だと塗った場所が分かりづらいので黒色にしました。
これで、生地浮きによる印刷ミスともおさらばです。
VerbatimABS 積層0.1mmで Knight Remix (http://www.thingiverse.com/thing:763361)を75%サイズで印刷してみました。

1年前の記事(http://ginger-soft.blog.so-net.ne.jp/2016-03-29)で作ったのと比べてみると、剣の柄に変な捩り模様が出ていなかったり、リトラクトが必要な個所でごみが出にくくなったり、微妙な凹凸の表現がより正確になったりと良い感じに印刷できています。写真だと伝わりにくいのが残念´・ω・`
OVK01 リトラクト量の調整 [OVK01]
前回の記事でノズルとワークの衝突が生じたとの記事を書きましたが、これを機に適切なリトラクト量の設定を探ることにしました。
いつもの15mmキューブをKissslicerにてPrime Pillar/ Skirt/ Wall の設定を[Wall(all layers)]に設定して、外周壁を追加し、意図的にリトラクトを発生させ余分なフィラメントが造形物に付着しないか確認します。
リトラクト量は「Destring[mm] の <Prime> <suck> の項目で調整します。1.0mm/1.5mm/2.0mm/2.5mmの4種類を試しました。
結果は以下の通りです。
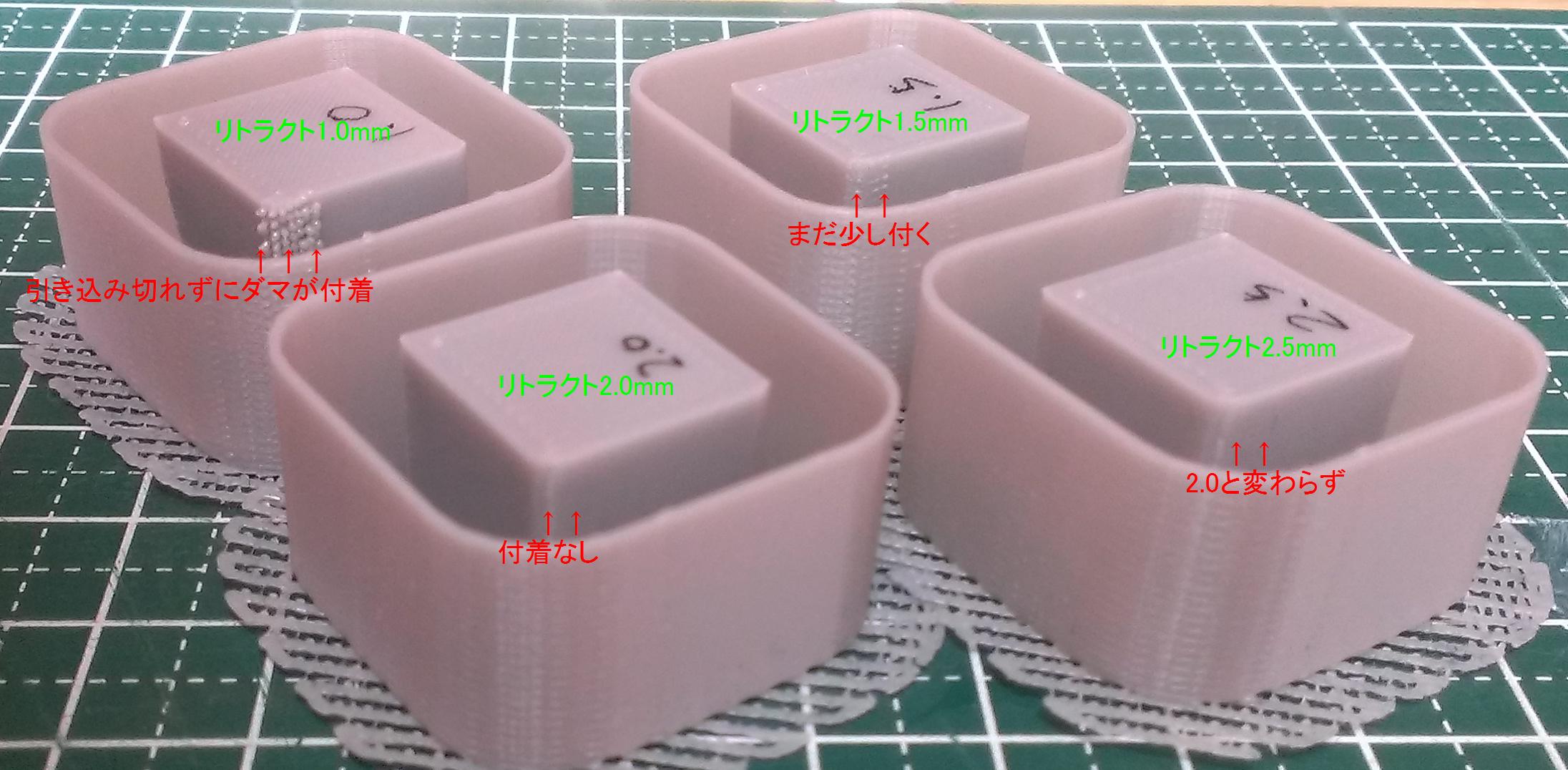
1.0mmだと引き切れず不要な樹脂が付着、1.5mmだと一見うまく調整できたように見えますが、造形物の壁に微妙に付着しています。2.0mmだと、樹脂の付着はなくなり、2.5mmの場合は2.0mmと比べて外観上の変化はありません。
よって、現状の0.4mmノズルを装着したOVK01では2.0mmを採用したいと思います。
OVK01 デニムベッドその2 [OVK01]
~2017年3月25日追記
その後の検証の結果、デニムベッドの利用は推奨できないと判断しました。理由は以下のとおりです。
・生地の繊維がずれるので印刷中にワークがノズルで引きずられるとワークが揺れて積層が安定しない
・ワークと生地の密着性が良すぎるため、はがすときにベッドと生地が剥離する恐れがある。よって連続使用に向いていない
・生地の凸凹のせいでワークの第1層目が安定しない。フラットタイプのラフトが生成できるスライサでのスライスが必須
以上追記終わり~
デニムを補助シート代わりに使う場合は両面テープで造形テーブルに貼り付けるのではなく、造形テーブルに直接接着した方が良さそうです。
面積の狭い離れ小島が多くなると、めくれ上がった角にノズル先端とワークが接触するケースが発生するのですが、接触した際の衝撃でワークが揺れ、徐々に両面テープが剝がれます。剥がれるというか繊維が切れて生地が浮くといった表現の方が正しいかもしれません。
軽く押しただけで傾いてしまいます。


ワークとノズル先端の接触に対する対策としてはZリフトが有効かと思われますが、積層間隔を一定に保つためにはあまりやりたくはありません。
今回印刷したデータのダウンロード先はこちらです。
[dragon on the crystal ball] http://www.thingiverse.com/thing:1291987
額から上のあたり、角が離れ小島を形成するあたりで積層ずれを起こしてしまい、それより上はぐだぐだです。

サポートの印刷具合を探るべく、Kisslicerでサポート[Medium]でスライスしてみましたが、縦横に面が長い箇所に割れが見られます。メッシュが大→小に変わる際に小の部分もつぶれが見られます。サポートの設定は基本的に小メッシュのチェッカーパターンを繰り返す[Ultra]で良いかもしれませんね。
サポートをお掃除したらこんな感じになりました。
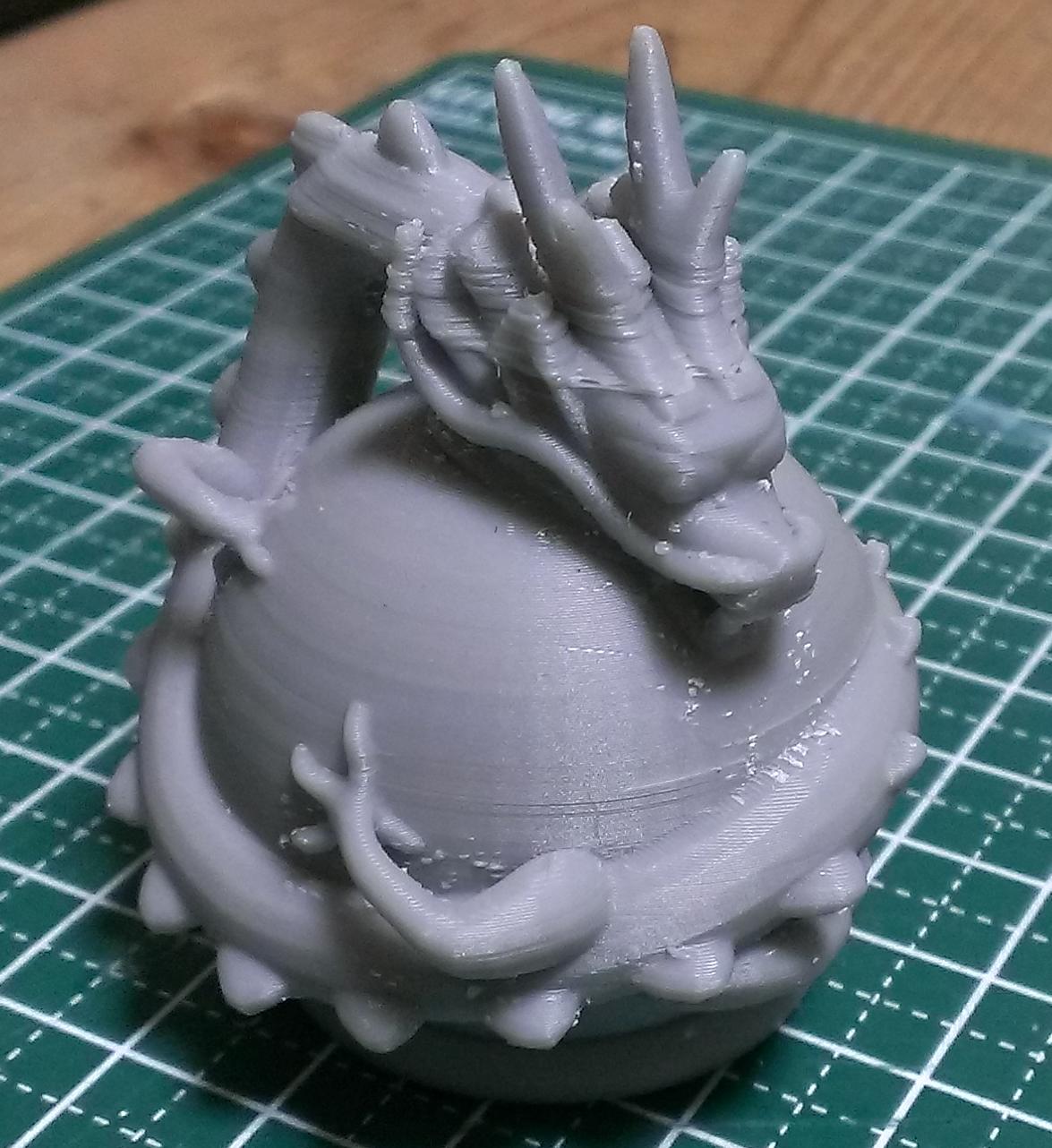

Kissclicer VerbatimABS Nozzle225℃ Bed 70℃ 積層厚0.1mm でした。
OVK01 デニムベッド [OVK01]
~2017年3月25日追記
その後の検証の結果、デニムベッドの利用は推奨できないと判断しました。理由は以下のとおりです。
・生地の繊維がずれるので印刷中にワークがノズルで引きずられるとワークが揺れて積層が安定しない
・ワークと生地の密着性が良すぎるため、はがすときにベッドと生地が剥離する恐れがある。よって連続使用に向いていない
・生地の凸凹のせいでワークの第1層目が安定しない。フラットタイプのラフトが生成できるスライサでのスライスが必須
以上追記終わり~
ヒートチャンバー化するにあたり、造形物の温度勾配を少しでも緩和するために雰囲気温度とヒートベッドの温度は同じにしたいなぁ、、、という野望がありまして、、、
ですが、現状よく利用しているPCシートや、和紙マスキングテープ+ピットのり では80度以下での造形物の保持力に限界があるのが分かっていていろいろと試していたのですが、ついに理想の素材に出会えました。

デニム生地です。
少し前に話題になりましたよね?
生地はリーバイス517USEDですw 耐熱性の薄型両面テープで造形テーブルに張り付けてみました。
まずは極端テストでベッド非加熱で挑戦します。印刷物は例のタコです。

いい感じに食いつきます。

ラフトもばっちり敷けました。フィラメントはVerbatimABSです。
ですが奇麗に完走!とはいかず、途中で収縮による反りに負けて剥離しました。

足浮きまくり(´・ω・`) 立体的に見えて良いといえば良いんですけどね~w
ですが、狙い通り、非加熱でラフトが敷けることは確認できたので、気を取り直して今度はヒートベッドを70度に加熱して造形スタート
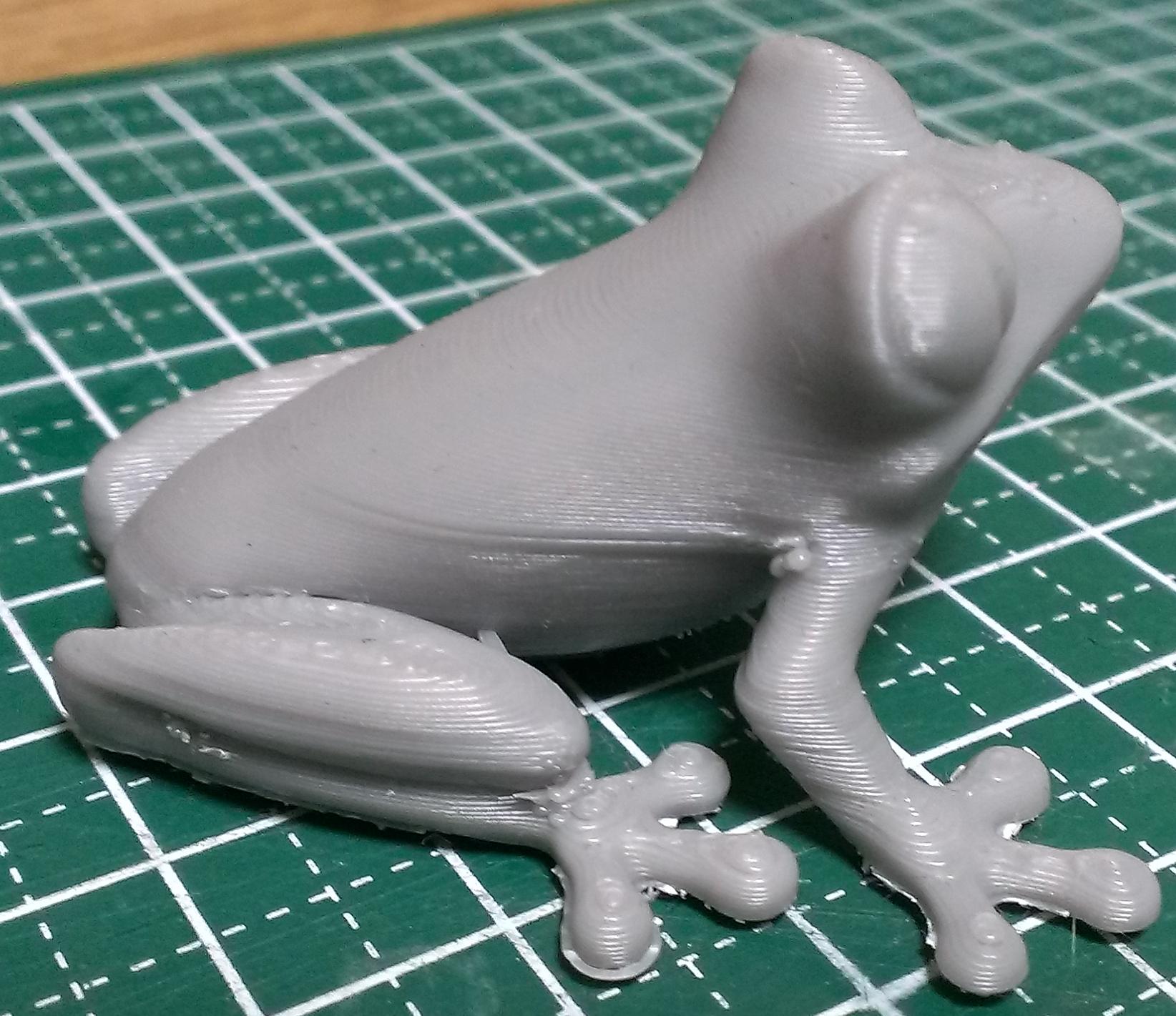
おなじデータでは面白くないので例のカエルです。

底面積が違ったり、積層厚(タコ0.1mm、カエル0.2mm)が違ったり造形条件が異なりますが、今度は完走。
良い方向での結果が得られたので早くヒートチャンバーを完成させてホントの意味での試験を実施したいところです。
出来上がったカエルさんはこんな感じです。


ちなみにどれだけ保持力が強いかというと、、、
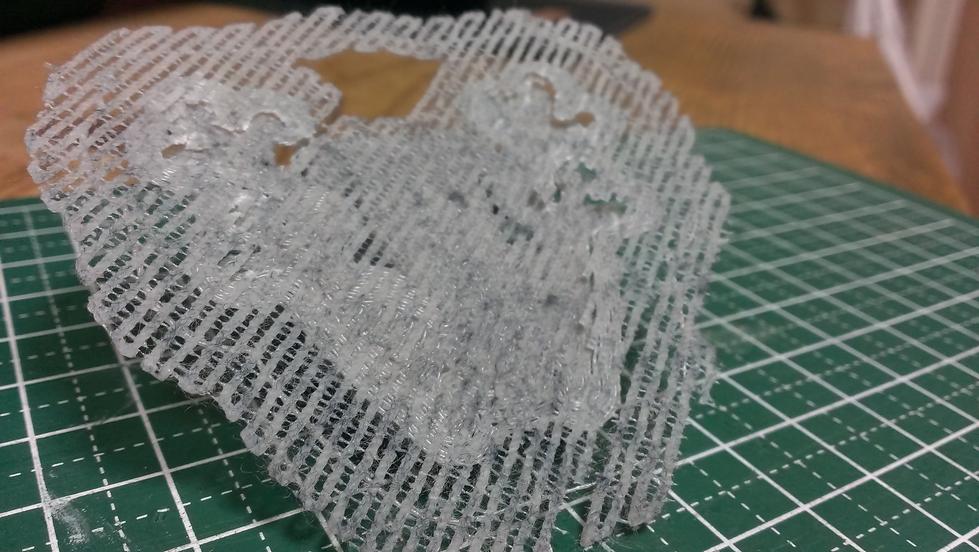
先を研いだ金属ヘラをラフトとデニム生地の隙間に差し込んで、隙間をゴシゴシしながら繊維を切断しないと造形物が取れません。底面を見てみるとラフトに剥がれた繊維が付きまくりです。
非加熱の時と比べて70度の時の方が剥がし難いので、やはり加熱したほうがより強固にくっつく、というかしっかり繊維に食いついてるものと思われます。
同じ個所で印刷を繰り返すとデニム生地の耐久性に問題が生じるかも?