



OVK01 ノズル製作 工具の紹介 [OVK01]
今回は自作ノズルを作る時の工具の紹介です。
自作のノズルではノズルの中心の穴をあけるのにスチールカッターリーマーを使っています。

これを使うことによって、内部の穴が円錐形になります。
円錐形にすることにより、内部の穴の体積は普通のドリルで開けた場合に比べて1/3になります。しかもノズル先端付近の肉厚が確保できるので、冷めにくくなるという寸法です。
型番などは以下のリンクを参照ください。
https://www.monotaro.com/p/1974/6502/?displayId=5


以上
工具の紹介でした。
OVK01 フィラメントの融け具合 [OVK01]
風よけジャケットをつけるとこんな感じになりました。

これでノズル先端に風を当ててもヒートブロックの温度は安定します。
テストピースを印刷してみてホットエンドを一度はずしてみました。

金めっきが効いているので酸化とは無縁になりました。
ノズル先端はめっきによる表面の平滑化で汚れの付着防止を期待したのですが、さほど効果はなかったようです。汚れています。低摩擦のめっきができればよいのですけどね。次にノズルを作る時は研磨に気をつけてみます。
ホットエンドを分解する際にフィラメントを引っこ抜いてみたのですが、融け具合は以下のような感じです。

狙った通りヒートブロック内部に入ると融け始めて、ノズル部で完全に融けて射出される状態になっていると思われます。
直径の変化も最小限に(ヒートブレイクの内径はφ1.9mmで設計)抑えられているので、融け始めから急激に太くなることもなく、ヒートブレイクの内径とフィラメントの外径の差による隙間にフィラメントが遡上することもないはずです。
と、ここまでは調子のいい感じで進んでいたのですが、積層を0.1mmにして印刷した際にちょっと問題が発生しました。
積層0.2mm厚では問題なかったのですが、積層0.1mm厚ではオーバーハングにおいてシェルを印刷する際に印刷済みの隣接パスを融かして極端にめくりあがってしまっています。
現状のノズル先端の直径(φ1.2mm)はノズル穴径(φ0.4mm)に対して太いと思われます。
ノズル先端が隣接するパスの上を通過する面積は抑えたほうが良い様子です。
次回はノズル先端の直径をφ0.8mmにして隣接パスのちょうど半分をノズル先端が通過する様にして実験してみます。
OVK01 めっきしました [OVK01]
先日アップしたホットエンドの画像はヒートブロックの表面が酸化してたり、加工した際にできた傷がいろいろと酷いなぁ、、、
ということでめっきすることにしてみました。
めっきにはいろいろと手段がありますが、素人でも下処理(磨きと脱脂)さえしっかりすれば簡単確実にめっきできる日清工業(株)のめっき工房を使ってめっきをします。
細目のサンドペーパーで表面の酸化物を落とし、付属の金属磨きで磨いたら、電解脱脂液、ニッケルめっき液、金めっき液とそれぞれで使うペン先を用意します。

各種液体を適度にペン先に補充しながら、脱脂→ニッケル→金の順で処理しました。ペン先でなぞるとめっき対象物の表面が一気にめっきに応じた色になる様子がやっていて楽しいです。

ニッケルめっき中 (銅や真鍮に金めっきをする場合は、下地としてニッケルめっきを処理する必要があります)

金めっき終了後(金ぴか~
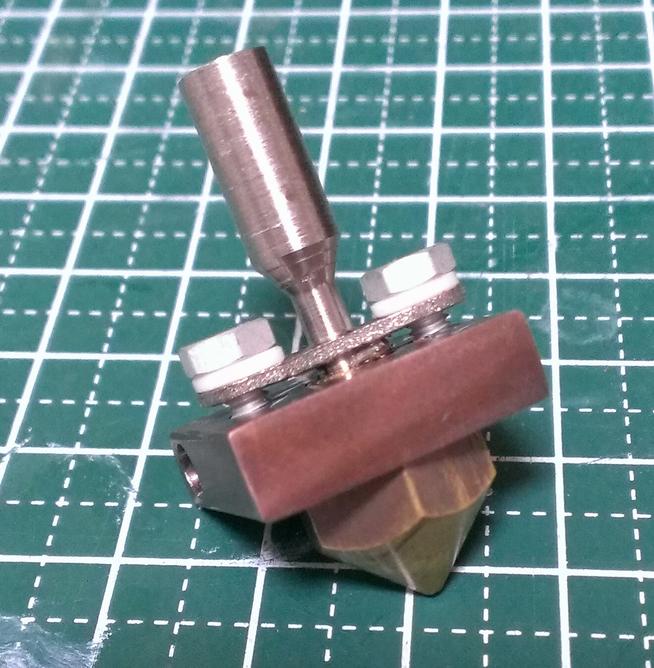
ヒートブロックとノズルそれぞれ金めっきしてみました。

これで酸化による見た目の劣化とは無縁になるはず。どのみち風よけジャケットをかぶせるのでノズルの先端しかみえないですけどね^^;

最後に組み立てて完了。ピッカピカなので下に引いたカッティングマットの枡目が映っています。
OVK01 オリジナルホットエンドの詳細 [OVK01]
今回はオリジナルホットエンドの紹介です。
なぜこんなものをわざわざ作ったのか? といいますと、
・ホットエンド内で融ける樹脂の量を最小限にして、フィラメントフィーダーの送り出し/引き込みに対するレスポンスを良くする
・300℃ぐらいまでのフィラメントの射出に対応させる
の2つが主な目的です。
また、全長を短くすることによって、ヘッドの加減速時にノズルの先端がぶれないことも期待しています。
設計時に参照したのはAfinia系/Zortraxのホットエンドなのですが、それらに対して、以下のアドバンテージを持っています。
・ヒートブロックの厚みが薄いので融ける樹脂量がすくない
・ノズルを大径化したので、空冷ファン稼働時の温度変化/ファンON時の温度低下の影響を受けにくい
・ヒートブレイクがチタン製なのでコールドエンド側に熱が伝わりにくい
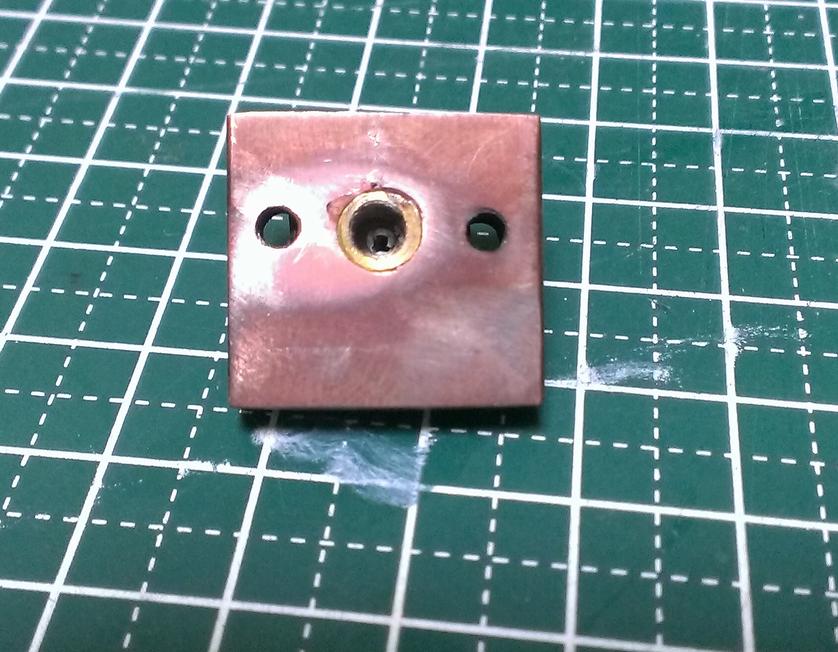
・ノズルのねじ部がヒーターブロックを貫通しているので、ノズルとヒートブレイクの隙間に樹脂漏れしても掃除が簡単(ノズルとヒーターブロックの接触部=ねじ山に樹脂が染みないので冷温時もノズルが外せる)
となっています。


以上
オリジナルホットエンドの紹介でした。
その他 3Dプリンタを使う上でのTips [OVK01]
あけましておめでとうございます。
新年一発目のネタは3Dプリンタを使う上でのTipsです
FDM式の3Dプリンタは印刷が終了したら、ホットエンドヒーターの電源をOFFにして、しばらく冷却ファンを回してノズルやヒートブロックを冷ましてから電源を切りましょう。
これをしないとどうなるかというと、、、バレル(ヒートブレイク)に熱が回って、本来想定していない個所でフィラメントが溶けてしまって固着し、次回印刷しようとした際にフィラメントが押し込めずに分解清掃をしなければならないといったことになります。
バレル(ヒートブレイク)がオールメタルタイプなら冷却ファンを一時的に止めて熱を回してフィラメントを融かしてから無理やり手で押し込めば何とかなる場合がありますが、PTFEチューブが使われていたりすると、隙間に樹脂が入り込んだりして最悪なことになります。
「FDM式の3Dプリンタはアフターアイドリングが必要です。」
今年もよろしくお願いします。