



OVK01 新型ホットエンド始動 [OVK01]
今年の初夏から準備を重ねて紆余曲折あってやっとこさ完成しました。(ただ単純に作業ペースが遅いだけとも、、、)
世界に一つだけのオリジナルホットエンドです。

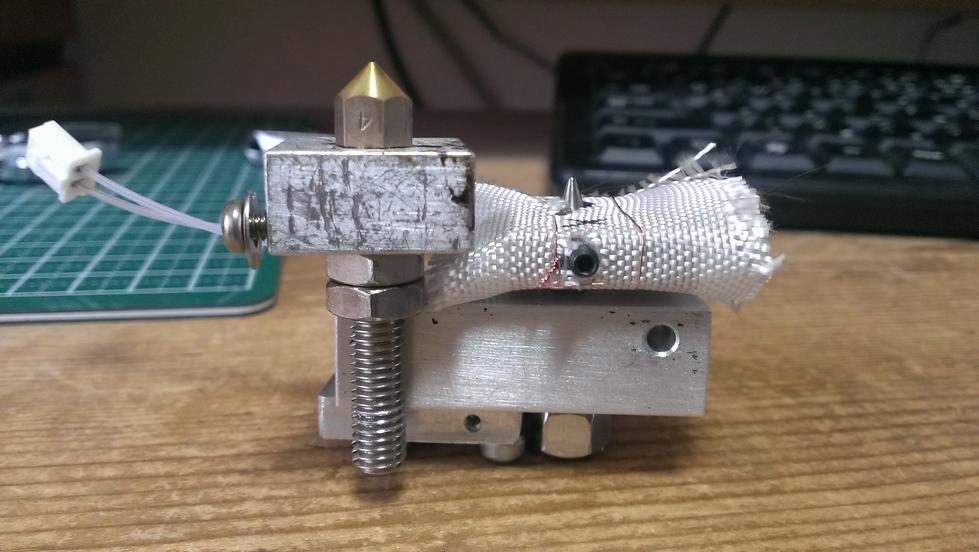
チタン製ヒートブレイク、銅製ヒートブロック(薄型)、真鍮製大径ノズルの3点セットが特徴です。 MeltZone=ヒートブロックが薄くなった分、ノズルが冷めにくいように、市販品ではあまり見かけない大径ノズルにしてみました。
熱設計も当初のシミュレーション通りばっちりです。ヒートブレイクより上は触ってもへっちゃらです。無駄なフィラメントの加熱を避けるため、ヒートブレイクの上半分の指で触っているあたりはPTFEチューブが入っています。

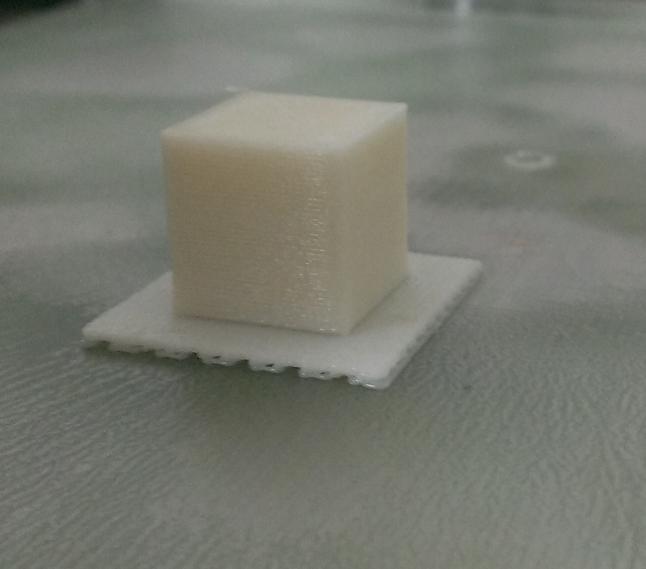
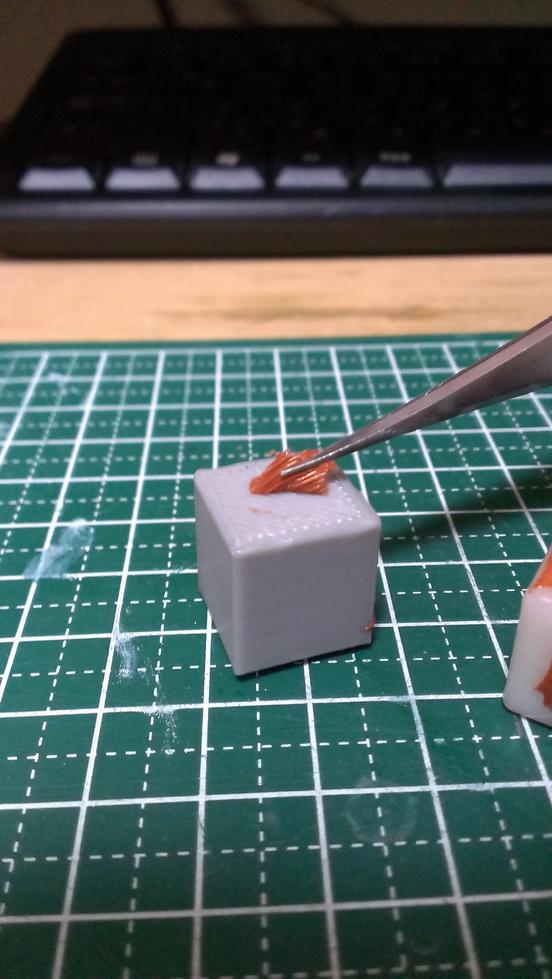
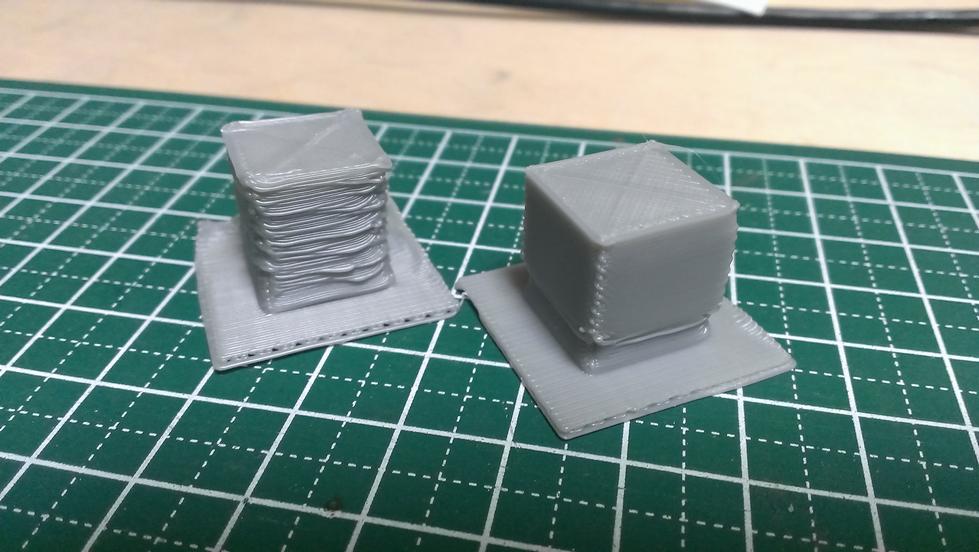
さっそくVerbatim ABSで15mmキューブを積層厚0.2mmで印刷してみます。
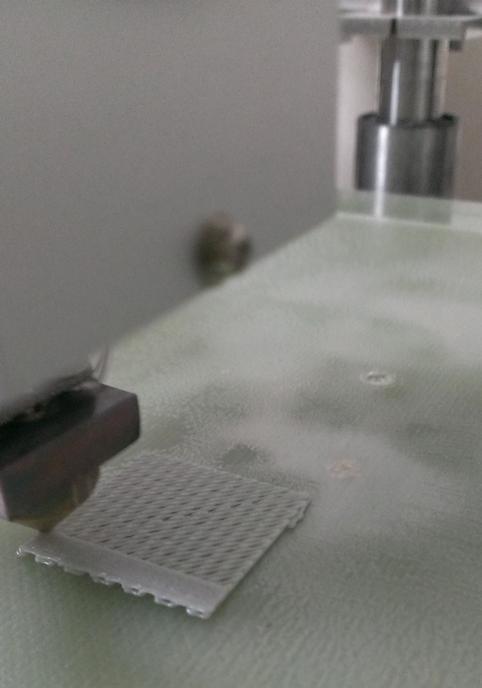

ラフトもばっちり、先日失敗した極細先端チタンノズルみたいにめくれ上がることもありません。
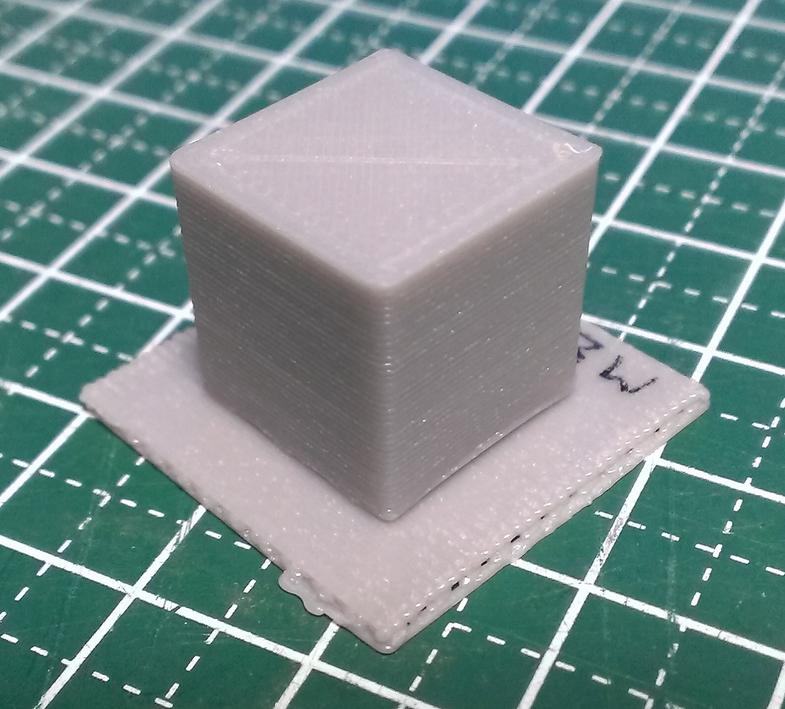
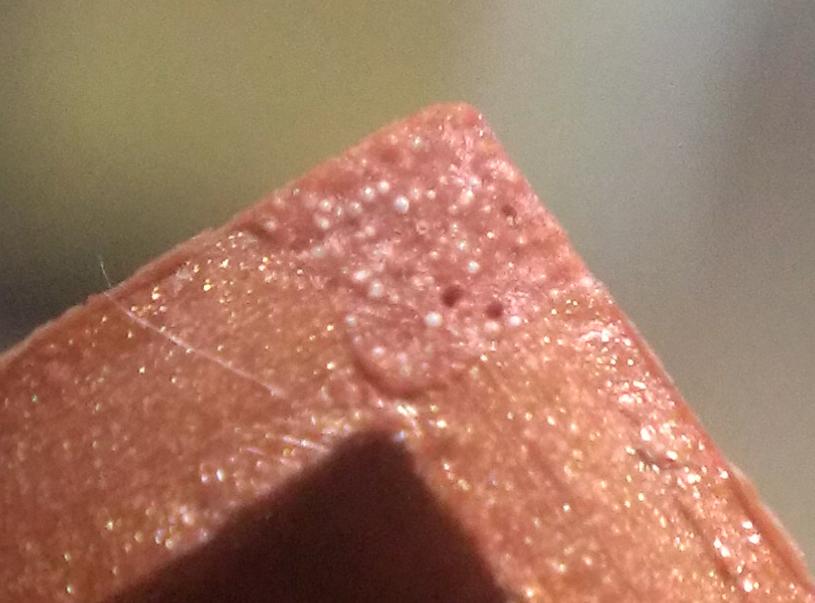
特筆すべきは天面です。しっかり均されています。ノズル先端の直径(穴径0.4mm、外径1.2mm)とフラットな形状が効いています。
スマホカメラにマクロレンズをつけて寄ってみました。
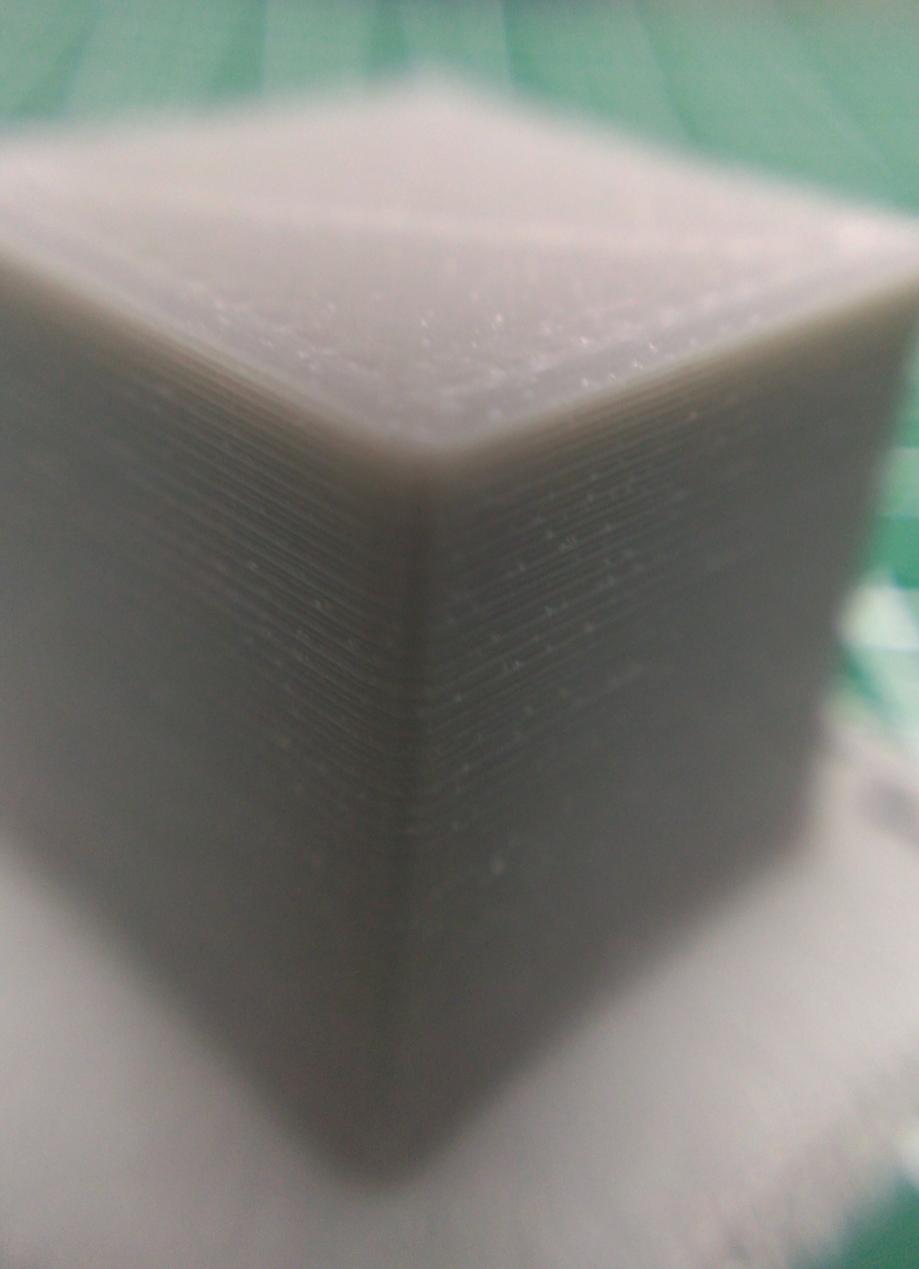
角もいい感じで均されています。(フィラメントが湿気ていて、白い気泡がたくさん見えるのが残念ですが、、、天日干しすっかな~)
ただ、こういう角っとした造形ではまず影響が出ませんが、隣のパスの上をノズル先端が通過するわけで、オーバーハングやら、サポートの生成に影響が出るはず(溶けて引っ張られる)なので、今後より複雑な造形を試すときに確認が必要です。
また、ノズルの先端径の違いによる造形の変化はいずれ試してみます。
最後にヒートブロックの温度を260度まで上げてみます。
260度まで加熱したら、Z-ultratフィラメントを出力してみます。
はい。出力できました。
すべては計画通り!(とりあえず今年中に何とかなったぞ~^-^ノ
OVK01 遮熱ジャケットの作成 その5 [OVK01]
耐熱液状ガスケット+ヒートカットパウダーで作った遮熱ジャケットがどれくらいの能力を備えているかアナログ的に試してみました。
フライパンを加熱して、遮熱ジャケット越しに指をあててみてどれぐらいの速さで熱が伝わるか試してみることにします。
加熱したフライパンの温度の目安を目視するため水を垂らしてみます。鉄板が濡れるようであればまだまだ温度は低いです。

水がはじかれて玉になってはじけて踊れば250度付近です。

中心はまだ濡れていますが、火が当っている外周は十分に加熱できたので、火を止めて、裏側に遮熱ジャケットを当てて指でちょんちょんと触診してみます。

指で押さえて熱による痛みで瞬間的に耐えられなく(おおよそ80℃)なるまで約9秒でした。
ジャケットだけ接触させて何℃まで上がるかちゃんと計測するのに熱放射計がほしいところです。
短い時間でそこそこ温度が上がっていることから、ガスケットにより熱が結構伝わっているようです。次はもう少しヒートカットパウダーの比率を増やして製作してみます。
OVK01 遮熱ジャケットの作成 その4 [OVK01]
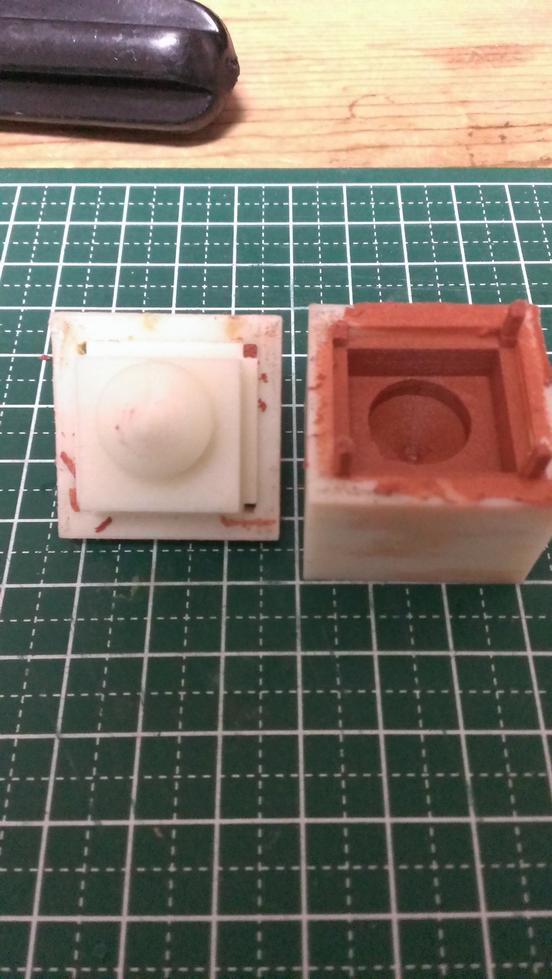
予定より早いですが、3Dプリントモールドで作った遮熱ジャケットを開けてみることにしました。

まずはカッターで隙間をこじ開けます。

続いてドライバーで隙間を広げ、凸型を取り外します。

凸の型がするりと取れました。中は意外ときれいです。
凹の型と遮熱ジャケットとの隙間をピンセットや精密ドライバーでつつきながら慎重にはがしていくと、、、
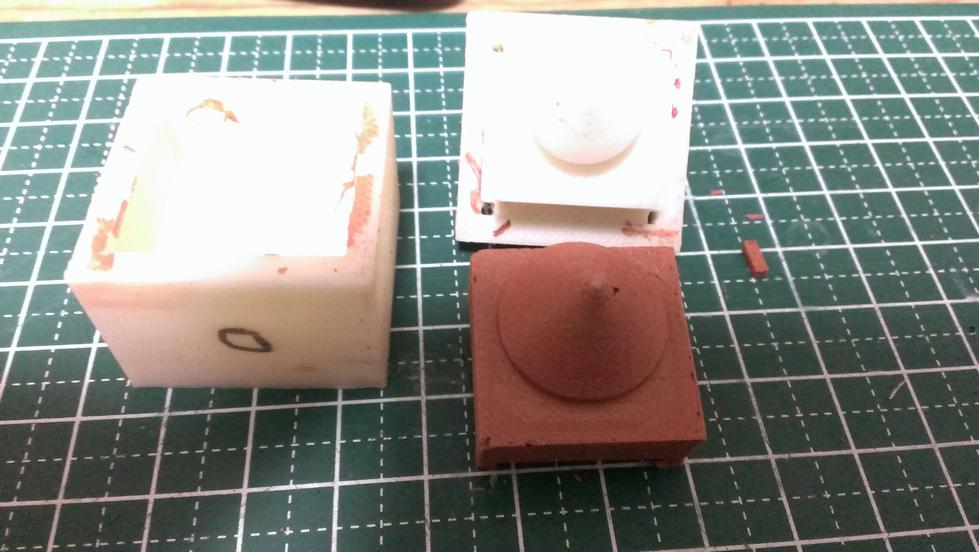
奇麗に取れました。少し巣が入っていますが、フィギュアを作っているわけではないので穴があいてなければOKです。
ヒートブロックにかぶせてみました。

ぴったりいい感じに嵌っています。

最後に、ヒートカットパウダーの詰まり具合をマクロレンズで撮影して確認してみます。
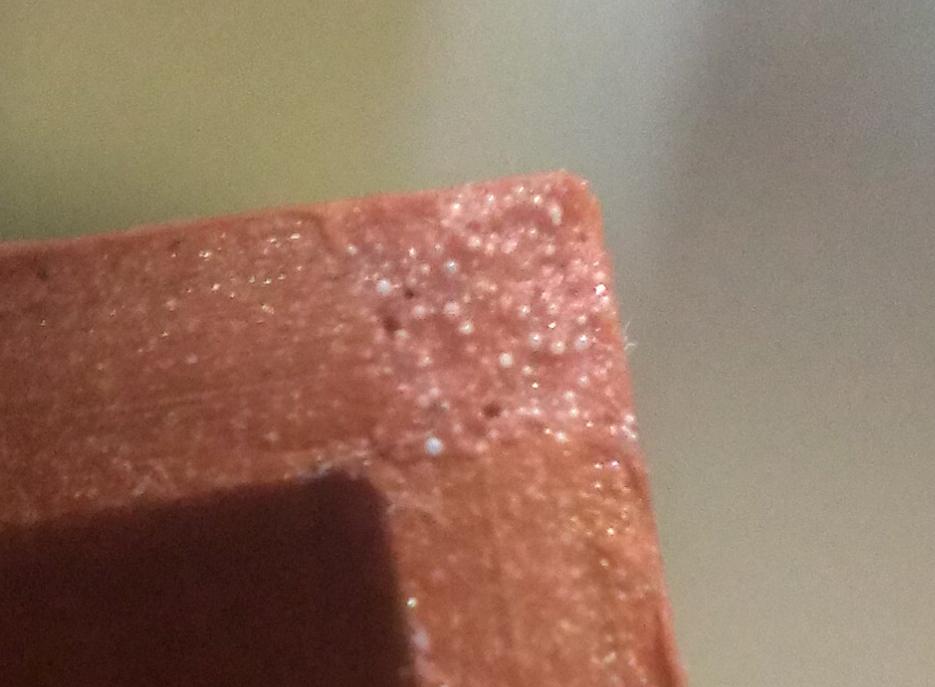
白い点がヒートカットパウダーです。もう少し増やしてもいいかも。
型は再利用可能な状態ですので、もう一度試してみます。
OVK01 Z軸の構造について [OVK01]
OVK01では造形ステージの昇降にボールねじを使っています。
理由はただ一つ、サポートユニットの存在です。
サポートユニットとは何?という方は、THKさんが公開しているカタログをご覧ください。
https://tech.thk.com/ja/products/pdf/ja_a15_298.pdf
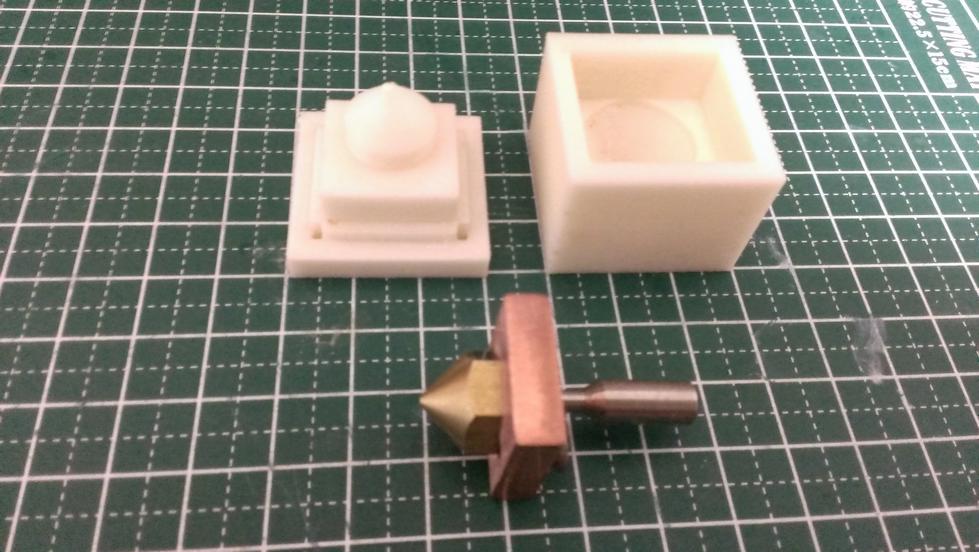
つまるところ、サポートユニットとはねじの軸端に設置するねじの位置を固定するためのユニットです。下の写真のねじの下側にある黒くてでこぼこした凸型の箱がそれです。中にアンギュラベアリングが入っており、サポートユニットの下側はロックナットでネジが抜けないように固定されています。

軸の回転を受けるとともに軸中心に対して前後の方向の固定も兼ねているのでサポートユニットに対してねじの位置が変わることがありません。
よって装置の稼働中の揺れに対して造形ステージが上下にぶれ難いというメリットがあります。
OVK01ではさらに軸の左右のねじれを抑制するため、反対側の軸端にもベアリングを追加しています。(本来であれば、普通のボールベアリングが入った支持側ユニットというのがありますが、経費削減でサポートプレートにベアリングをはめただけという簡素な構造になっています。)

ここまでがっちり固定すれば、ねじの軸とステップモーターの接続はフレキシブルカプラーでも3Dプリントしたソリッドなカプラーでも特に問題は発生しないはずです。
仮に安価な方法で済ますのであれば、ねじは廣杉の精密ロングねじを使い、ネジの両軸端をベアリングで固定して左右のブレを防止、下側の軸端付近に上下をスラストベアリングでサンドイッチしたサポートユニットもどきを設置して筺体との固定方法を確保。ダブルナット2セットでスラストベアリングを上下から挟みこんで垂直負荷を受けるとともに上下方向の位置を固定して、ねじ軸とステップモーター軸との接続はフレキシブルカプラーで軸径の違いによる中心軸のずれを吸収。といったところでしょうね。ステップモーターとねじ軸の中心がちゃんと揃えて固定できるなら、モーターの反対側の軸端のベアリングは必要ないと思います。
OVK01 遮熱ジャケットの作成 その3 [OVK01]
3Dプリントで遮熱ジャケットの型枠を作りました。今回はこれに液状ガスケット+ヒートカットパウダーを流し込みます。
型枠の空間にどれくらいの容量があるか、凹型に水を一杯まで入れてみて凸型をはめ込み、水を押し出して凸型を抜いて大体の容量の目測します。

これくらいの量になるように、液状ガスケット+ヒートカットパウダーの量を調整します。
はかりに凹型を乗せ、まずは液状ガスケットを投入します。投入した液状ガスケットの重量は2.1gでした。
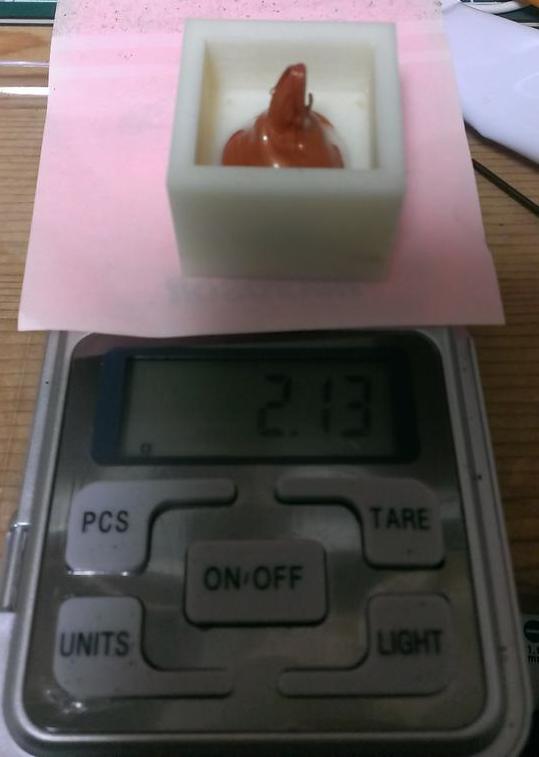
続いてヒートカットパウダーを0.4g投入します。

ヒートカットパウダーは塗料の重量の20%を目安にしてくださいと説明書きがありましたので0.4g投入しましたが、揮発量の少ないガスケットの場合はもう少し増やしてもいいかもしれませんね。
さて、混ぜます。

ここで初めて、もっと流動性の高い液体にすればよかったと後悔、、、ひたすら空気が入らないように慎重に混ぜます、、、
いい感じに練りあがりました。

凸型を慎重にはめ込み蓋をします。
※グロ注意
↓
↓
↓
↓
↓
↓
↓
↓
↓
↓
↓
↓
↓
↓
↓

凸型のふたが嵌ったら、垂れたガスケットをふき取って、万力で増し締めして作業完了です。

液状ガスケットは通常なら24時間で硬化とありますが、密閉された空間ですので、1週間ほど様子をみてから開ける予定です。
本日のオチ
ヒートカットパウダーは最低購入重量が300g→訂正300ml@110gだったのですが、今回はそのうち0.4gしか使っていませんw
大量に余ったorz どーすんべこれ?
OVK01 遮熱ジャケットの作成 その2 [OVK01]
遮熱ジャケットは型に流し込んで作る予定なのですが、断熱パウダーの繋ぎとして、以下の液状ガスケットを購入しています。

今回はこれが型となる3Dプリント素材とくっつくかないかどうかの確認です。
素材は2種類ためしてみました。VerbatimABS(灰)と明成化学3DprinsterABS(乳白)です。

それぞれ、剥離剤あり、なしの2面に液状ガスケットを塗ってあります。ちなみにこの液状ガスケットは垂直面に塗ってもほとんど垂れません。
硬化後、ピンセットでつついてみます。
剥離剤なしでもあっさり剥がれました。

一気に全部をぺろーんとはがしてみます。

きれいに剥がれました。
3Dprinstarのほうはアセトン処理で表面の凸凹をスムース加工してあるのですが、未処理のVerbatimに比べても剥離のしやすさは特に変わりありません。また、未処理のVerbatimでも内部への浸透はなさそうです。
よって本番の型はアセトン処理なしにします。
最後に剝したガスケットをはんだごてに当ててみて本当に耐熱性があるか確認します。

わずかに加熱したゴム特有の臭いがしますが、焦げたり、収縮したりする様子がないのでまずは大丈夫そうです。
特に断熱にこだわらなくて風よけ程度に考えるのであれば、ヒートカットパウダーなしで、ヒーターブロックに直接塗ればそのままで作れるかもしれませんね。
珈琲 イニッシア分解清掃 [珈琲]
※本記事は機器の分解を含むメーカー保証外の行為です。
中古でネスプレッソのイニッシアを購入しました。調理家電なので使用前に徹底的に清掃することにします。激安で購入しましたので壊れてもOKのつもりで容赦なく分解していきます。
一通り、メーカー指定の方法(乳酸系の粉末洗剤をタンクで水に溶かして数回空焚き)をしたら、まずはカプセルをセットするU字型の金属レバーの根元のトルクスねじをはずします。
トルクスねじとはこんな*型のねじ頭をしていますので普通の誤家庭では当たり前に常備されているトルクスドライバーで回します。が、溝の幅とサイズが合っていればマイナスドライバーでもなんとかはずせます。

次にサイドカバーをはずします。サイドカバーは爪止めなので、プラスチック製のリムーバーなどを隙間に差し込んで傷をつけないように細心の注意を払いながら、、、、とやっていると面倒だから結構力づくで無理やりこじ開けます。


機器本体の底面から見えるサイドカバーの大きな爪はちょっと触るとあっさり折れるので注意してください。下の写真は折れた後の状態です。この爪が折れてもサイドカバーの固定には全くと言っていいほど影響しないので折れても問題ありません。おそらくですが、分解の痕跡が残るようにヤワな構造になっているのでしょうね。

サイドカバーを外したら、ノズル部分を引き出します。

ノズルを引き出したら、カプセル挿入口に長い棒などを突っ込んで支えにして、ボウルに用意したキッチンハイターなどで漬け置き漂泊します。※内部のメカが濡れないように十分注意します。基板やハーネス、コネクタ、ポンプなどにハイター溶液がかかると確実にアウトです。

漬け置き漂泊がすんだら次はノズル部のカバーを外します。こちらも 爪止めなのでリムーバーで無理やりこじ開けます。

あけた中身はこんな感じです。

参照までにカバーの構造です。


ノズル内部の白い樹脂製の液体ガイドをはずします。こちらも爪止めです。さっとスポンジで洗えば汚れはすぐに落ちます。
液体ガイドを外すといよいよ分解不可能なカプセル押さえ部分があらわになります。外からでは掃除できない個所にコーヒー色の垢がのこっています。

中性洗剤を付けたスポンジや、面棒などでつついて掃除します。

すっきりきれいになりました。
以上
イニッシア分解清掃の手順でした。
掃除が終わったら、元通りに無理やりはめ込んでいけばOKです。
カプセルからコーヒー液を抽出した先の構造部分は、結構汚れるはずなので、もう少し簡単に外れて掃除できる構造になってればいいのですけどねぇ、、、
※重ねて書きますが、本記事はメーカー保証外の行為です。真似してみたけど機器が故障した、また作業中に怪我をしたなどの状況が生じても当方では一切補償できません。ご参照は計画的に。
OVK01 遮熱ジャケットの作成(素材編) [OVK01]
ホットエンドの 熱効率(熱安定性)の向上 と プリントヘッドの加減速や冷却ファンの気流による温度変化 を避けるための遮熱ジャケットを別の方法で作ることにしました。
購入した素材は以下の2点(ヒートカットパウダーと液状ガスケット)です。

液状ガスケット(MAX371℃)にヒートカットパウダーを練りこんで整形する予定です。
果たしてうまくいくだろうか?
まずは液状ガスケットを薄く延ばして固めてみてどのような状態になるか確認してみる予定です。
追伸:
エスプレッソグラス買いました。

2重ガラスになっており、中の熱が持ち手に伝わらず且つ冷めにくいです。



透明なのでアロマもボディーもしっかり見えます。(この画が撮りたいがためにこのグラス買いましたw)
もちろん WAYCAP つかってますよ~
本日は以上なり。断熱ネタで繋いでみました^^
珈琲 WAYCAP ミルアダプター作ったよ [珈琲]
ども、日本で一番waycapを使いこなしているであろうたぬきちです。
タンピングする際はディスペンサーの小さい蓋を閉じると中のカプセルが動かないのでやりやすいですよ~


さて、ここで久しぶりの3Dプリンタネタです。
ハンドミルで豆を挽くと、受け皿に落ちたコーヒー粉をディスペンサーにセットしたWAYCAPに移しかえる必要があるのですが、その間に不要に空気に触れたり、粉のロスが出たりするので、ミルから直接WAYCAPをセットしたディスペンサーに粉を落とせるアダプターを3Dプリンタで作りました。

ディスペンサーの上下で口径が違うのを利用して、一方向にしか嵌らない様にしています。

ディスペンサーにアダプタを被せたら、カプセルをセットして蓋(小)を嵌めます。


ひっくり返したら

アダプタを上にずらして、ミルにセットします。

ミルを押しこむとディスペンサーとアダプターのテーパーがちょうど噛み合ってディスペンサーがこれ以上は下に行かないので、ディスペンサーの天面とミルの底面がぴったりくっつく算段です。

あとは豆を挽いて粉を落とせばおk タンピングしたらこんな感じになりました。

ちなみにディスペンサーとカプセルの境目がわかりやすいようにディスペンサーの内側にカッターで三か所「V」の字の切りこみを入れて墨入れしてます。
判りやすいように画像に赤丸で印をつけてみました。

ちょっとした工夫で常にぴったり詰められます。

2016年10月29日追記~
thingiverseにデータを公開しました。
.F3D(Fusion360)ファイルもアップロードしましたのでお手持ちのミルの口径や3Dプリンタの造形精度に合わせて調整してください。
http://www.thingiverse.com/thing:1857488
ちなみに自分が使っているミルはこれです。直径は48.0mmです。
https://www.amazon.co.jp/gp/product/B01IP2BA7Q/
~追記終わり
珈琲 WAYCAPレビューその3 [珈琲]
Waycapを使い始めて200gほど豆を消費しました。もっぱら朝は眠気覚ましに砂糖入りエスプレッソ(40ml)をくいっとあおり、夜はカフェインレスの豆をルンゴ(110ml)で抽出して混ぜ物なしで飲んでいます。使い勝手にも慣れてきましたので、自分なりに感じたメリットとデメリットについてまとめてみます。


【メリット】
・準備が簡単
・ポットを火にかけてお湯を沸かさなくていい※1
・ゴミが豆ガラだけ
・後片づけがラク※2
・ちょっと飲みたいときに便利
・正確に測って挽くので1杯あたりの豆の使用量が減った
・純正カプセルにはない味が楽しめる※3
【デメリット】
・リフィルだが消耗部品がある(蓋のゴムパッキン)
※1 作業途中でも気軽に台所から離れられる、料理中でも飲める
※2 カプセルとカップを洗うだけ
※3 焙煎から日を経過するごとの変化も楽しめます
1万円台中盤の価格帯のエスプレッソマシンと比べて丈夫で小型
※5 豆の種類が変わるとおなじ5gでも詰まりすぎだったり、スカスカだったり、、、
※6カプセルに詰められる豆の最大重量は約5.5g
エスプレッソは一般的に7.0gに対して抽出量の目安は25ml
※7 こういう時は純正カプセルの出番です
最後に以下も追加で
「便利!簡単!おいしい!の3拍子揃っているので休日など時間があるとついつい何杯も飲んでしまう※8」
珈琲 WAYCAPレビューその2 [珈琲]
某社のエスプレッソメーカー用のリフィルカードリッジことWAYCAPですが、タンピングの要領がだいぶつかめました。また、挽く豆の量ですが、カプセルにぴったりに詰めて良い感じの抽出量にするには5.0~5.1gの豆がちょうど入るぐらいが良いようです。前回も報告しましたが、タンピング時は押し込み過ぎては駄目です。上腕や肩の力を使わず、あくまで手首の力だけでポンポンと叩いて押しこみ、それでもカプセル上部からはみ出た豆は無理して蓋を閉めずにそぎ落とすと良いです。
強い力を加えて押しこみすぎると、珈琲がぽたぽたとしか落ちてこず、ルンゴボタン(110ml)を押したにも関わらずエスプレッソボタン(40ml)ぐらいの量しか出ないなんて事も、、、
今日は比較対象として純正カプセル「Roma」(カプセル重量6.07g:製品付属のサンプルカプセルの中では一番軽い)をエスプレッソで入れてみました。
waycapを使って豆の詰め方と抽出量を調整してこの感じに近付けたいところです。


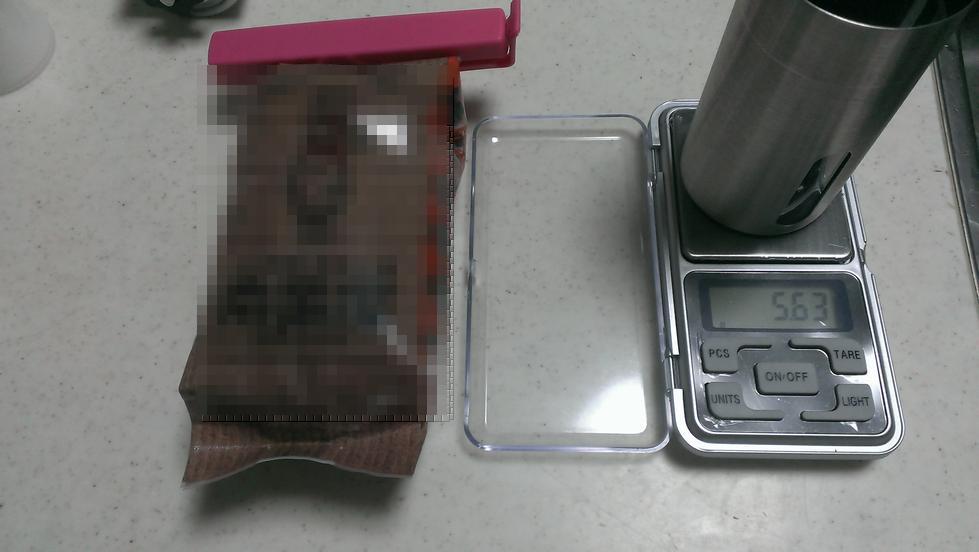
比較ついでに製品付属のサンプルカプセルの重量を色々と計ってみました。

カプセルの総重量は種類によって違っており、6.07g~7.35gとなっていました。抽出後のカプセルから豆を取り除いてカプセルの重量を計ってみたら1.09gでした。

よって中に入っている豆は4.98g~6.26gということになります。ケースのサイズは種類によって変わりが無く、モノによってはアルミ箔の蓋がパンパンだったり、指で押さえるとペコペコと凹むぐらいゆるゆるだったりしつつ、パンパンなのに重量が軽かったりするカプセルもあるので、豆に合わせた挽き方や重量調整をしている様子です。ここらへんのノウハウは今後、いろいろ豆を買って経験を積むしかないところ。それもリフィルカプセルによる珈琲の楽しみ方の一つだと思います。


参考までに純正カプセルROMAの粉の挽き具合。カプセルに入れられている豆の量も少なめなので豆を取りだす時にフォークがすっと入って行きました。タンピングは弱めです。カプセルから取り出した豆は固まっておらず、パラパラと崩れました。他のサンプルカプセルも比較対象として観察してみようと思います。
珈琲 WAYCAPレビュー [珈琲]
IndieGoGoで出資したWAYCAPがイタリアから届きました。

WAYCAPとは某社の使い捨てカプセル式エスプレッソマシンで繰り返し利用可能なステンレス製カプセルです。
Kickstarterにて募集を開始した当初から気になっていたのですが、Kickstarter組みの入手&成功の報告が上がって来たのをネットで確認していたところ、らIndieGoGoでプレセールをやっているのを知り購入した次第です。
送られてきたセットはこんな感じです。
蓋にレーザーカットで細いV字型の溝が開けられており、そこから液体が浸み出てくる仕組みです。
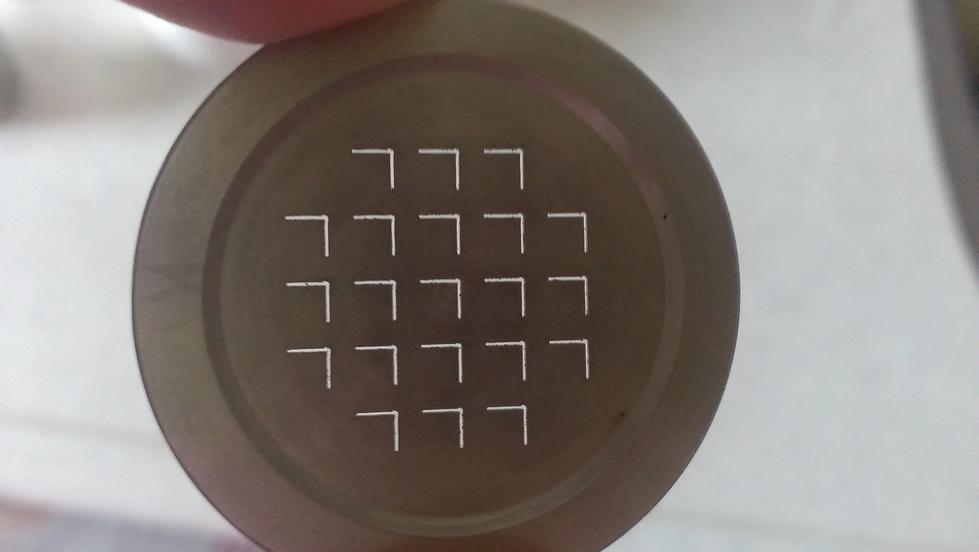
本物のカプセルの使用後の姿をみると、なるほどなぁという形になっています。

WAYCAPを使って某社のエスプレッソマシンで自分の好みの珈琲豆をつかってエスプレッソを飲むには以下の準備が必要です。
・0.1g単位で測れるキッチンスケール
・コーヒーミル(手動ならセラミック臼を使用して極細挽きができるもの)
・焙煎したてのおいしい珈琲豆
コーヒーミルはポーレックスのパチモンを用意しました。キッチンスケールは中華の安物です。

使用済みの本物のカプセルを空けて中の珈琲豆を取りだし、挽き具合を確認して、コーヒーミルを調整します。
メーカー指定の5.5gよりやや多い5.6gをコーヒーミルで挽き、付属のケースとタンパーでタンピングします。このとき体重を架ける必要はありません。手首で押し込むぐらいで大丈夫です。

タンピング後

ケースの上面よりはみ出た豆はスプーンの柄などですりきりでそぎ落とします。0.2gそぎ落としましたので、実質5.4gの豆をセットしたことになります。まあ、中華安物スケールの精度なんてたかが知れてるので0.1gぐらいは誤差の範囲でしょうw
waycapの蓋を締めたらエスプレッソマシンにセットしていよいよ抽出します。本体側に凸凹が見えますね~。本物だとココにカプセルの蓋が当たって穴があけられ、その隙間からコーヒー液が染み出してくるわけですが、waycapの蓋は淵に対して中央が一段へこんでいるため、特に押しこまれたりするわけではない様子です。

本体のエスプレッソボタンを押して抽出してみました。(初期設定のままなので40ml出てきます。)

良い感じにクレマが立っています。より良いクレマを出すには使っている豆の量からしたら抽出量はもう少し減らしたほうがよいかもしれません。使っている機種には抽出量の調整機能があるので、今後の課題とします。

出来上がりに素早く砂糖をぶっこんでくいっと一気に飲み干しました。カップにクレマがうっすら残っています。そのうちちゃんとしたエスプレッソカップも買わなければね^^;

抽出後のカプセルの状態を確認したところ、付属のパッキンがやや千切れていました。真っすぐセットしないといけないみたいです。

※抽出直後のカプセルは高温になっているので注意が必要です。
2杯目を入れる場合はカプセルの中の豆を捨てなければなりませんが、抽出後はガッチガチに固まっている為、詰め替えの際はフォークなどで抽出済みの豆を掘り起こす必要があります。プロモーションビデオみたいに指でとんとんと弾いて植木鉢に使用済みの豆を入れるといった芸当は絶対できナイデス^^;


カプセルの内部は逆テーパーになっており、するりと抜けださないので指でほじくり出すのは難しいです。
そんな状態ですので2杯飲む場合は次の用意をするのが大変です。
家族の分も合わせて複数杯飲む場合は追加でカプセルを購入しておきましょう。1杯目を入れながら2杯目の準備もばっちりできます。

珈琲豆を除いた今回の出費
・waycap2個セット送料込USD$76(当時の為替レートで8,200円IndieGoGoプレセール品)
・エスプレッソマシン5,000円(ヤフオク新古品)
・コーヒーミル1,300円(ポーレックスのパチモン)
・キッチンスケール700円(中華安物)
合計15,200円なり
※某メーカーのカプセルシステムの特許は失効しており、互換カプセルが他社からいろいろ販売されていますが、他社のカプセルの使用に起因する機器の故障は製品保証の対象外だと想定されます。当記事を参照された方は自己責任で購入の判断&利用をお願い致します。
OVK01 ノズル製作始めました [OVK01]
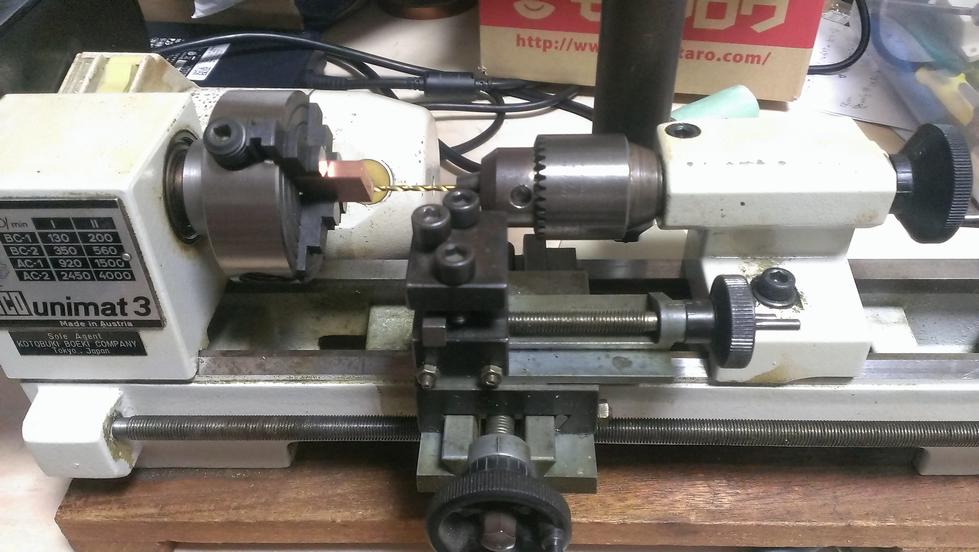
旋盤使ってノズル作りました。
途中写真撮り忘れが多いので何をやっているかお伝えしにくいですが、以下は撮りためた写真です。
テーパー削り&射出口穴開け。12mmの六角真鍮棒から削り出します。MZの設計距離が短いので、その分ノズルの幅で必要な熱量と熱伝達を確保させるつもりです。

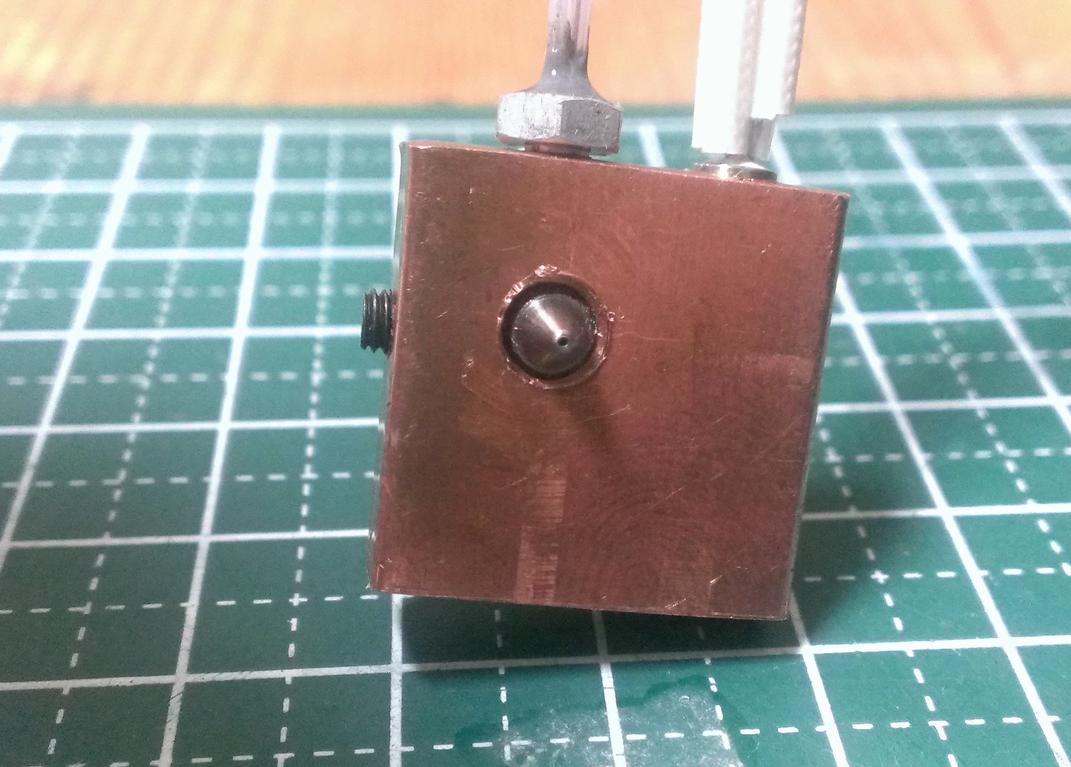
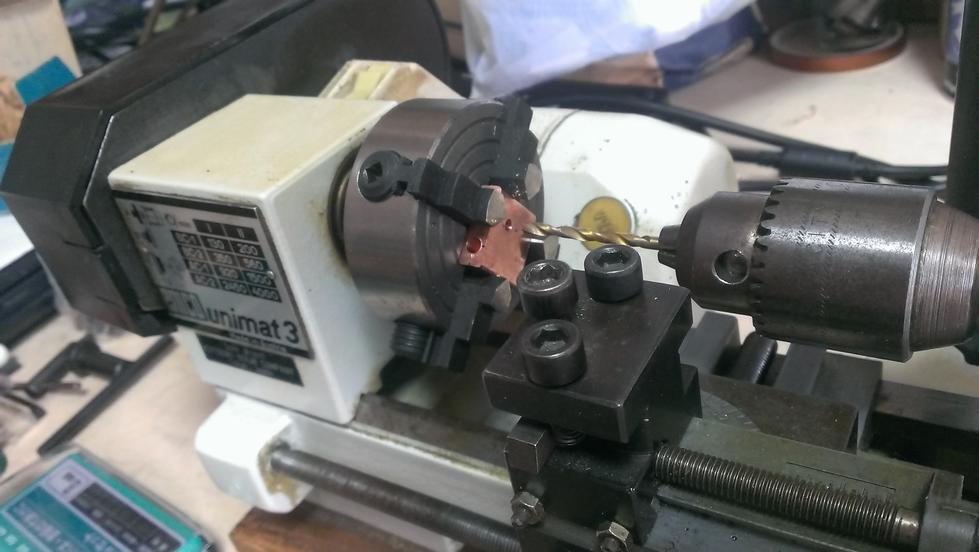
正面から見るとこんな感じ。ノズル先端の直径は太めのφ1.2mmです。0.4mmの穴径に対して、必ず0.4mm幅の平面が後に続いてきちんと均してくれるイメージでつくりました。外壁などの2重、3重ループで隣の壁としっかりくっついて均してくれるはずです。(かえって既に射出ずみの樹脂を余計に融かして悪さするかも、、、先端は極端に細くし過ぎると失敗したチタンノズルの様に樹脂の均しが安定しないようですし、射出口の穴径に対してどれくらいの幅でにするかは要検討です。)

ヒートブロック側荒削り

ヒートブロック側精密削り

綺麗に削れました。M6のダイスでネジ加工するのできっちりφ6.0mmに調整してあります。

色々工程がとんで完成後。ヒートブレイクに挿すφ3.5mmの穴径を調整して奥まできちんと刺さるのを確認。写真撮り忘れたけどヒートブレイク側も表面調整済みです。

参考までにMZの設計上の長さは16mmとなっています。そのうち先端から12mmはマル秘加工で実質4mm相当となっています。
ちなみに今回使った特殊な刃物はこちらになります。

技術が無い分は工具でカバーしますた。一番高いドリルで1本2500円なり~
折らない様に注意しなければ^^;
OVK01 DMMでチタン造形~第2弾 [OVK01]
懲りずにDMMでチタン造形を依頼しました。今度はヒートブレイクです。
届いた物はこちら。お値段は当初の見積もりでは3,107円のところが、オプション指定したため4,660円になりました。

見た目についてですが、前回は爪が削れるぐらいにざらざらだったのですが、今回のは手触りはツルンとしています。前回が粗めの紙やすりなら今回は梨地といった感じ。この差はなんだろう???
造形精度を確認してみましたが、外径についてはノギスで計測すると、円筒部分下半分:設計φ3.80mm→実測φ3.72~φ3.74mm、円筒部分上半分:設計φ6.40mm→実測φ6.32~φ6.35mm、円筒の穴については下からスケールルーペによる目視でφ1.80mm、上からφ4.00mmとなっています。外径は0.1mm以上削って鏡面にする予定だったので、やや余裕を持たせておいてよかったです。
水平方向に伸びている板はおそらくサポートなしで造形されています。その証拠に、下面はサポートを処理した痕跡は無く、外側に向かって、やや上に反っています。粉末金属造形は靭性が期待できないのでネジを締めた時に折れないか少し心配。設計においてはサポートと円筒が接触しない様に円筒と板の接合箇所に45度のテーパーを付けたのにコレくらいのサイズの板ならサポートなしでも造形できたのですね、、、
また、今回注文するに当たり、造形方向指定オプションなるものを利用しました。初回の見積もりよりお値段が1.5倍になりますが、当方の指定どおりの向きで造形してもらいました(Fusion360でモデリングした通りの向きを指定)。なにも指定しない場合は、サポートが最小限になるように、また造形時間が短くなる様に45度に傾けて造形されるそうです。いいかえると45度までのオーバーハングならおそらくサポートなしで造形されることになります。
DMMの3Dプリントで造形方向指定オプションを利用するには
1)通常の見積もりで注文(コメント欄に「造形方向指定オプション」を利用したい旨を記入)
2)担当者からの連絡を待つ。
3)担当者から一旦注文のキャンセルの確認の連絡があり、アップロードしたファイルの見積もりが1.5倍の値段に変更される。
4)値段が1.5倍になった見積もりに対して再度注文をする(コメント欄に担当者名を記入)
となります。DMMのシステムの都合で造形方向指定オプションの有無を初回の見積もり注文で指定できない為、上記のような面倒な手順を踏む必要があります。
2017年4月10日修正~
1) 3Dモデルデータをアップロードして、ID番号を確認します。
2) 以下ページの下の方「オプションサービス専用お問い合わせフォーム」のリンクをクリックします。
http://make.dmm.com/print/biz/make3d/
3) 「DMM.make 3Dプリント オプションサービスお問合わせフォーム」が開きますので、ID番号とオプション内容を記入して投稿します。
4) 担当者から連絡がありますので、指示に従ってオプション内容を調整します。
5) 調整が終わりましたら、マイ3Dデータに登録した 3Dデータファイルより注文に進みます。
造形方向指定オプションの場合、料金が1.5倍 になりますので、金額が当初より修正されている事を確認して、注文に進みます。支払いが済みましたら、調整担当者に注文番号を連絡して、造形方向指定オプションでの注文は完了です。
~修正終わり
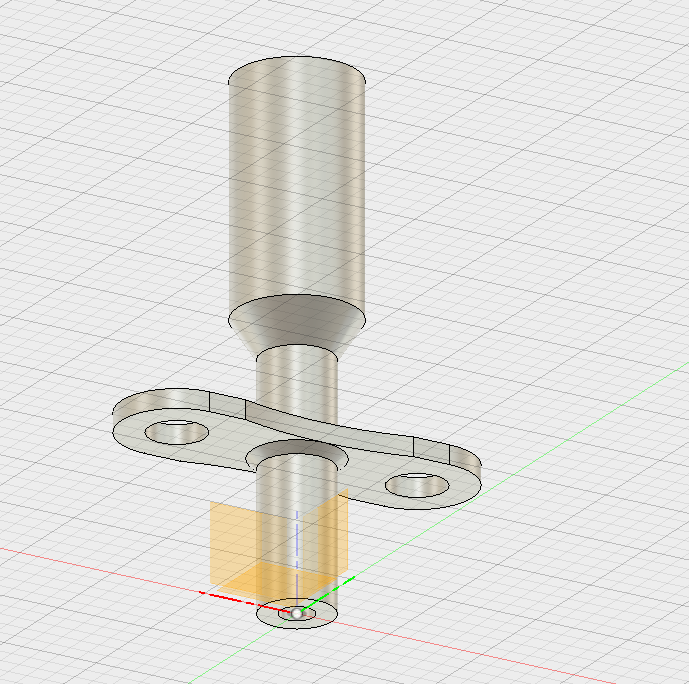
OVK01 遮熱ジャケットの作製 [OVK01]
ヒートブロックと造形面との距離が近すぎることによる熱ダレの防止策としてヒートブロックに被せる遮熱ジャケットを製作してみます。
材料は0.5mm厚のアルミ板とグラスウールです。
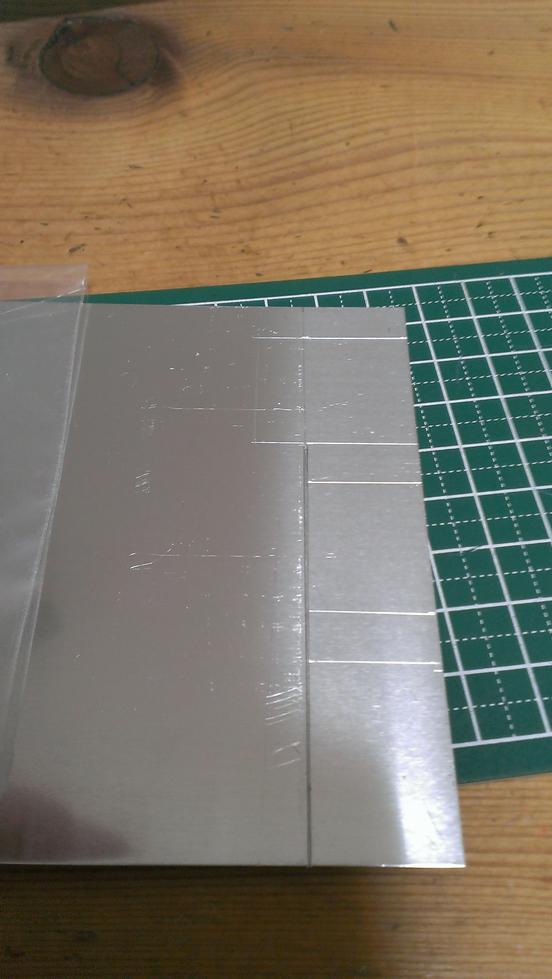
まずは、アルミ板にカッターで罫書きをして、そのままカッターで切ります。
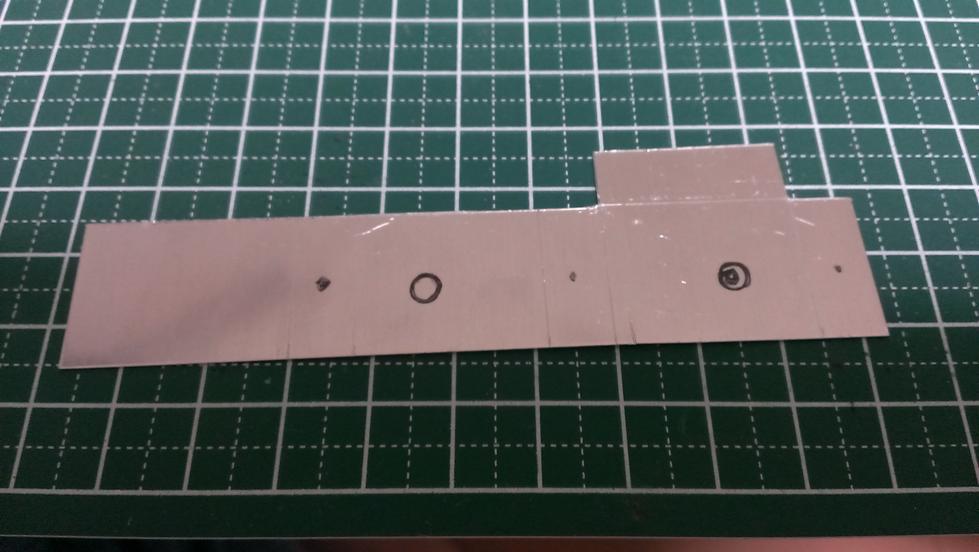
切ったら芋ネジやらノズルが通る穴を空けます。

穴を開けたら(株)エンジニアのポケットベンダーで曲げます。ポケットベンダーは、なんでもつくっちゃうかものarms22さんが使っているのをみて便利そうだったので以前に購入したのですが、いまのいままで出番がありませんでしたw。幅50mmかつ1mm厚以下のアルミ板を簡単に直角に曲げることができる工具です。


さくっと折り曲げてヒートブロック全体を覆う箱型に整型します。(一部は45度までしか曲がらないので、そこから先は手曲げしてます)
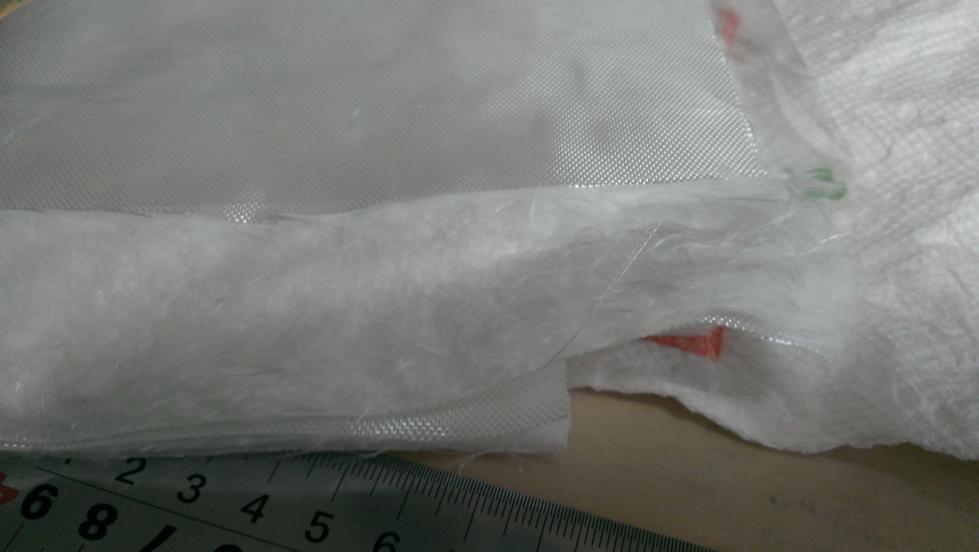
グラスウールを2分割して

間にヒートブロックを挟んで箱型に折り曲げたアルミ板に挿しこみます。

穴の箇所の余分なグラスウールをデザインナイフで切り取れば完成。

本体に装着したらこんな感じになりました。

加熱してみたところ、先日のグラスウール巻きだけの時に比べて、放射熱は若干減っている様子です。しかしながら、焼けるように厚い→ほんのり熱いぐらいで完全に熱を封じている状況ではありません。空気を含んだグラスウールは断熱材として非常に優秀な筈ですが、厚みがいかんせん薄すぎ(約1mm厚)るのと放射熱量が多すぎる様です。
さて、印刷した結果ですが、、、、
残念ながら期待した効果は得られませんでした。
左は造形物に対する空冷無し、右は高さ3mmほど過ぎたあたりから空冷開始。空冷無しでは造形を維持できません。
【まとめ】
遮熱ジャケットを追加しても、造形物に対するヒートブロックからの放射熱の影響を避ける事ができないので、造形物とヒートブロックの間にはある程の距離が必要という結論に達しました。一般的に3Dプリンタ用に売られている真鍮製のノズルの高さは8mmぐらいあるので、そのようにデザインを修正する必要があります。
遮熱ジャケットを装着する事による効果は、造形物を強制空冷する際にヒートブロックに直接風が当たらなくなるため、空冷のON/OFFによる温度変化がほとんどないということぐらいです。
OVK01 チタンノズルで印刷 [OVK01]
チタンノズルとヒートブロックをホットエンドをキャリッジのベースプレートに組み込みました。取り外したMK8と比較すると10mmほどMZ+TZが短くなっています
24v@25wヒーターでひとまず目標とする300度まで加熱できるか確認します。

加熱はok
続いてフイラメント(verbatimABS)を挿入して押し出せるか確認します。温度を235度まで下げて押し出し指示をしたところ問題なく射出できました。ノズルから出た余分なフィラメントをピンセットで取り除いたあとの不要な垂れもほとんどありません。

ヒートブロックには空気の対流による熱の拡散を防止するためガラスクロスシートを巻いてみました
さていつもの通り15mmキューブを印刷してみます。左から順に
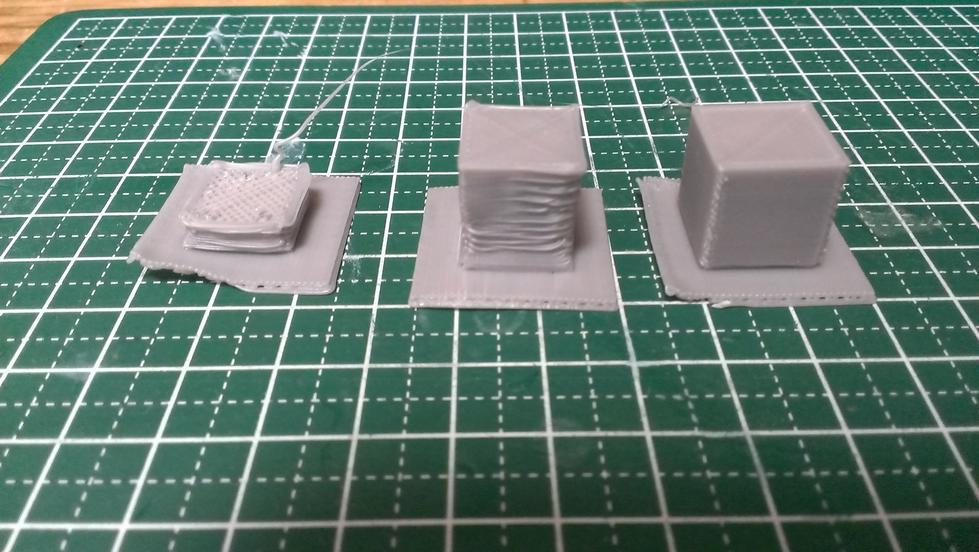
一回目:ラフトが安定せずに失敗
二回目:ラフトの印刷速度を落として印刷→それでも安定せず→完走させてみたところ、熱でダレてスライム状態に、、
三回目:強制空冷しながら印刷、直線が安定するも角がめくれ上がってダメ。角がダメなのでつられて積層割れも発生
散々な結果となりました。とほほ
ラフトの印刷とキューブの角が融けて潰れてしまう件ですか恐らくノズル径にたいしてノズル先端の壁厚が薄過ぎることが原因だと考えられます。先端の外径が細くて尖っているほうが印刷物に対して熱が伝わらないので良かれと思って旋盤で削ったのですが、先端の外径が細すぎると、印刷中に常に樹脂がノズルの外壁に沿って反り上がっている状態になってしまっています。左官の様に小手=ノズルの先端で、ある程度押さえて均す必要があると思われます、、、

スライム状態になった件ですかこれはヒートブロックからの放射熱が原因だと思われます。銅はアルミに比べて自己放熱が多いです。造形面とヒートブロックの距離が近いことも一因です。対策としてはヒートブロックをすっぽりと覆う遮熱ジャケットのようなものを作る必要があります。それでだめならノズル形状でヒートブロックと造形面の距離を稼ぐか銅製ヒートブロックの使用を諦めるしかありません。
【今回の成果】
・一般的な造形温度のABS樹脂で60mm/s造形であれば現状のTZ+MZの長さで、オールチタン+銅製ヒートブロックの組み合わせでも熔融に必要な時間は十分である。
【今後の課題】
・遮熱ジャケットの作成&造形
・高温フイラメントでの造形(角の印刷精度はともかく射出が間に合って其れなりに造形できるか)
・ノズル径に対する適切な先端形状の模索
次回は遮熱ジャケットを作成して装着し、造形してみるとどうなるか検証してみます。
2016年8月19日追記~
白光さんの ★ 熱の計算: 放熱 を使って放射熱損失を計算してみました。
http://www.hakko.co.jp/qa/qakit/html/s01050.htm
アルミだと0.4wですが、銅だと2.2wぐらいになります。この差は放射率の違いによるものです。
磨けば放射率も落ちますが、加熱/冷却を繰り返す関係からいずれ酸化して放射率が上がるでしょうし、、、メッキでもしましょうか、、、
~追記終わり
OVK01 チタン削りました。その他進捗 [OVK01]
オールチタンノズルのTZ部分(→TransitionZone https://cdn.shopify.com/s/files/1/0426/9205/files/IMG_2885_grande.png?10666913392446859258を参照)を旋盤で削ってみました。焼結成型でざらざらしていた表面が磨きが掛かってチタン本来の輝きになりました。併せてノズルのテーパー個所もフィラメント付着防止の為綺麗にしました。

外径φ3.5mmのTZをφ2.9mmまで削りました。内径はφ1.9mmなので壁の厚みは0.5mmです。強度的に問題はありません。
また、射出口を0.4mmドリルで整形しました。

ドリルの刃先が抵抗無くするっと入って行きました。設計φ0.35mmは大きすぎたかも、、、φ0.4mmチタンノズルを次に作るときはφ0.3mm で出図しよう。
続いてアルミネジを加工して、サーミスタを取り付けるための穴を空けます。

サーミスタはアルミネジに耐熱エポキシで固着させました。

旋盤があると色々と捗るので助かります。

ヒートブロックの加工も終わりました。次回はいよいよ実機に組み込んでテストします。
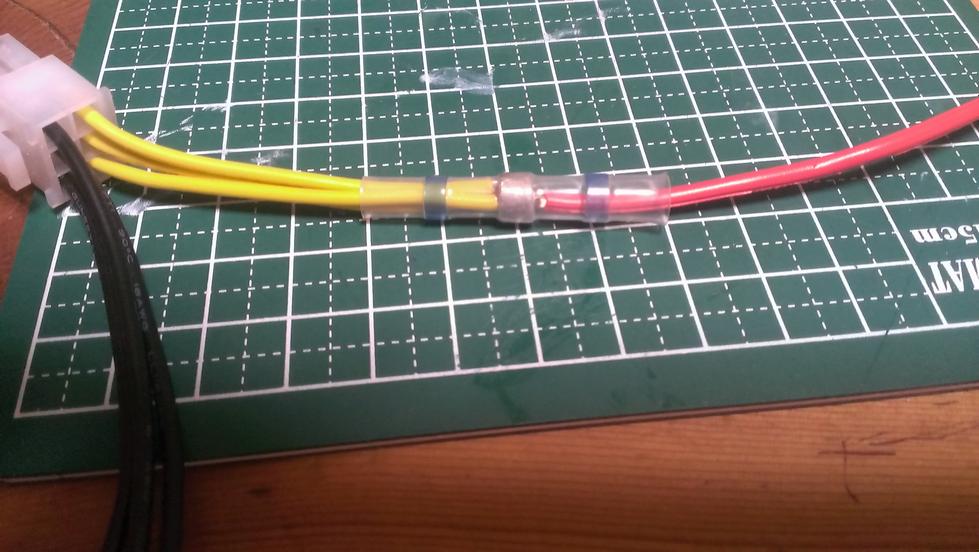
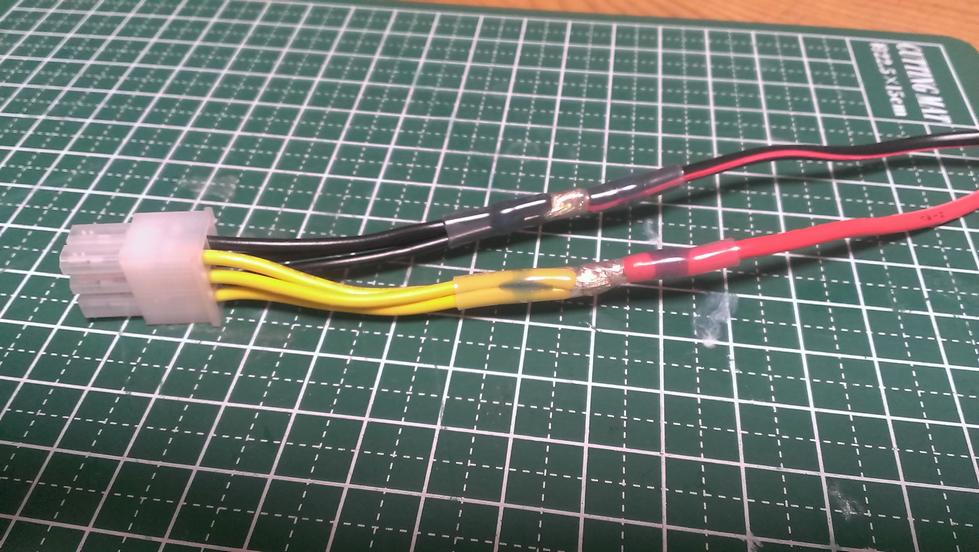
おまけ。ソルダースリーブ加工。
コントロール基盤用の12V電源モジュールを入れ替えたついでに配線をやり直すことにしました。
PCI-EXPREE用の電源コネクタの配線と電源モジュールからの配線をソルダースリーブで繋ぎます。
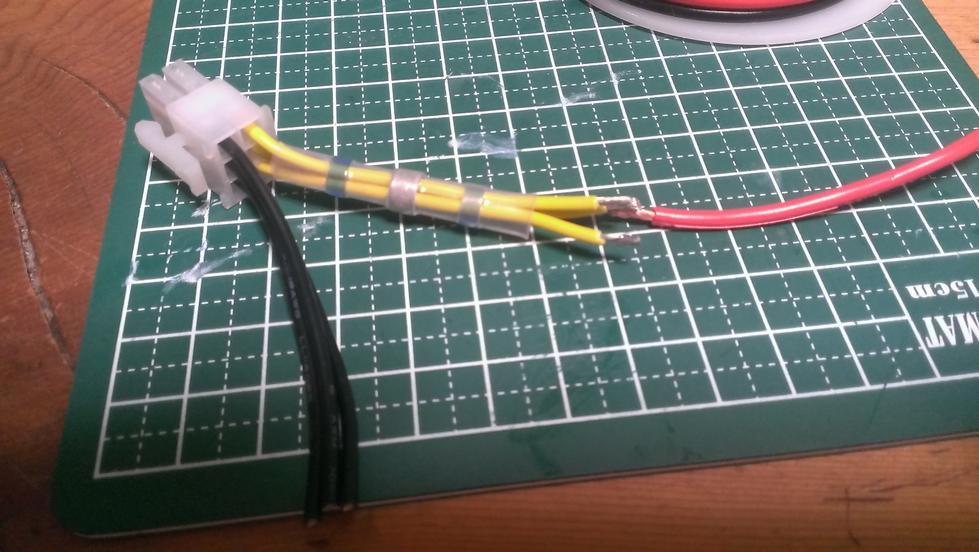
皮膜を剥いてソルダースリーブを被せ位置を合わせてヒートガンで加熱するだけ。
~2016年8月5日追記
おまけその2:JSTのXHコンタクトを圧着してXHハウジングを付けるノ巻き

サーミスタの配線の先端を2度折り曲げて3巻きにします。先端を巻く事で細い配線でもしっかりかしめることができます。

巻いた配線をENGINEERのPA-09圧着工具の1.4サイズでコンタクトに圧着、1.9サイズで皮膜に相当するPTFEチューブを圧着
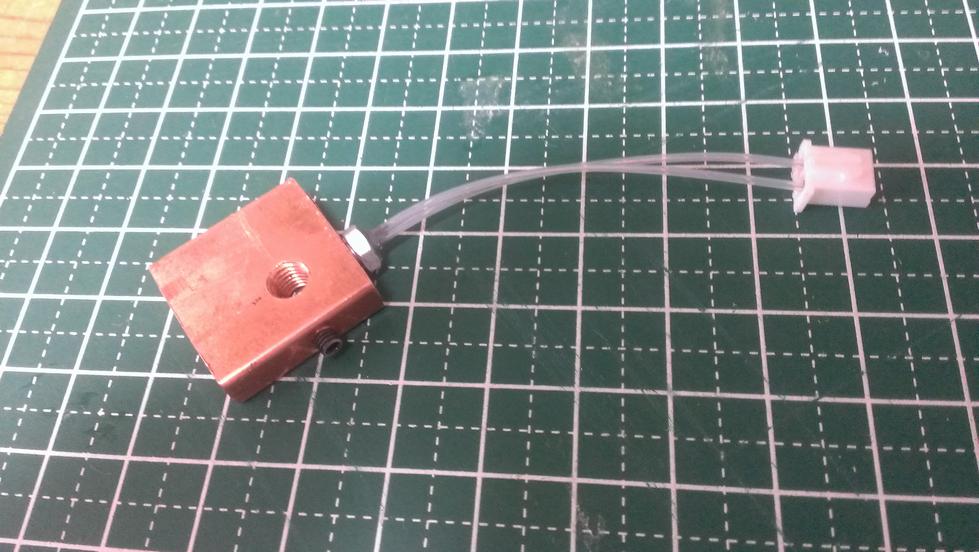
最後にXHハウジングに挿しこんで完成。
サーミスタはこの先の検証で頻繁に付けたり外したりするのでちょっとした準備が大事です。
追記終わり~
OVK01 ヒートブロックの作製 [OVK01]
ヒートブロックですが、MeltZone(以下MZ)を薄くするためにはどうすればよいでしょうか?
熱伝導が良く、熱を保持し易い素材が理想です。
一般にヒートブロックにはアルミ素材が使われていることがほとんどですが、銅に目を付けてみました。
銅はアルミより熱伝導が1.6倍良く、比熱が2/5になりますが、密度が3.3倍です。同じ厚みなら、保持できる熱量は1.3倍になる筈です。熱伝導が1.6倍ですのでアルミ製のヒートブロックに比べて6割の薄さで設計しても問題無いはずです。(※現実にはヒートブロックが直接フィラメントに接しているわけではないので単純計算とはいきませんが、、、)
参考までにはんだ用品で有名な八光のHPの ■ 各種物質の性質: 金属(固体)の性質 をご覧ください。http://www.hakko.co.jp/qa/qakit/html/h01020.htm
というわけで、厚さ6mm縦横20mmの銅ブロックからヒートブロックを製作することにしました。
組み合わせるヒーターはUltimaker用の25W24Vφ4mmL16mmのカードリッジヒーターです。
現状の24V40Wφ6mmL20のヒーターはオーバースペック且つ、直径が大きいので、少しお高いですが、Ultimaker用のφ4mmヒーターを購入しました。
ワット数は少し落ちますが、20Wあれば300℃まで到達できるはずです。




カードリッジヒータがぴったり嵌って抜けなくなるの図
旋盤加工は切り子がうねうねでてくるので楽しいです^^
M5タップの下穴用のφ4.2mmのドリルが手持ちに無かったので本日はここまで~
OVK01 ホットエンドの設計に関して [OVK01]
ホットエンドの設計に関して興味深い資料を見つけました。Prometheus hotend のユーザーガイドです。お暇でしたら覗いてみて下さい。
https://www.distechautomation.com/pages/user-guide
全体の4/5を締める組み立て説明は無視して、最後1/5「Customization」の項目が良くできています。
https://cdn.shopify.com/s/files/1/0426/9205/files/IMG_2885_grande.png?10666913392446859258
説明するにあたって、ホットエンドの構造を5つのゾーンにわけて、ノズル先端からそれぞれ
Nozzle Tip / Melt-Zone / Transition-Zone / Cold-Zone
としています。
TransitionZoneの長さがリトラクト量と関係しているとか、Melt-Zoneの長さが素材(温度)毎に定義されていたりとても興味深い資料です。(むしろMelt-zoneってそんなに長さ必要なの?という感じで焦っています、、、)
今私がチタンやらステンレスでヒートブレイクを加工しているのはまさにTransition-Zoneの構造を最適化する事なのですが、その先のMelt-Zoneに関してはフィラメントの素材によってどれぐらいの厚みが必要か実際に試してみて調整しようと考えていたのですが、ヒートブレイクとヒートブロックの大きさは固定で、ノズルの厚みを増やして対応させるという考え方は、なるほどメンテナンスや、素材に合わせたヘッド構成の変更など、柔軟に対応できそうな感じです。
現在進行形で、オールチタンヒートブレイク一体型ノズル、または、羽つきステンレスヒートブレイク+MicroswissAfinia系ノズルの2パターンを検証しているのですが、これに加えてチタンヒートブレイク+オリジナルノズルという選択肢も増やそうかと考えている今日この頃です。
オリジナルノズルというワードが出てきましたが、突然ながら中古卓上旋盤買いました。
旋盤は大が小を兼ねますが、大きく重い設備をこれ以上増やしたくなかったのと、仕上げ研磨程度の外径切削と真鍮の加工ができれば良いので、小型の卓上旋盤で十分だなと考えて以前から中古市場をチラホラと検索していたところに、ぽっと沸いて出てきました。
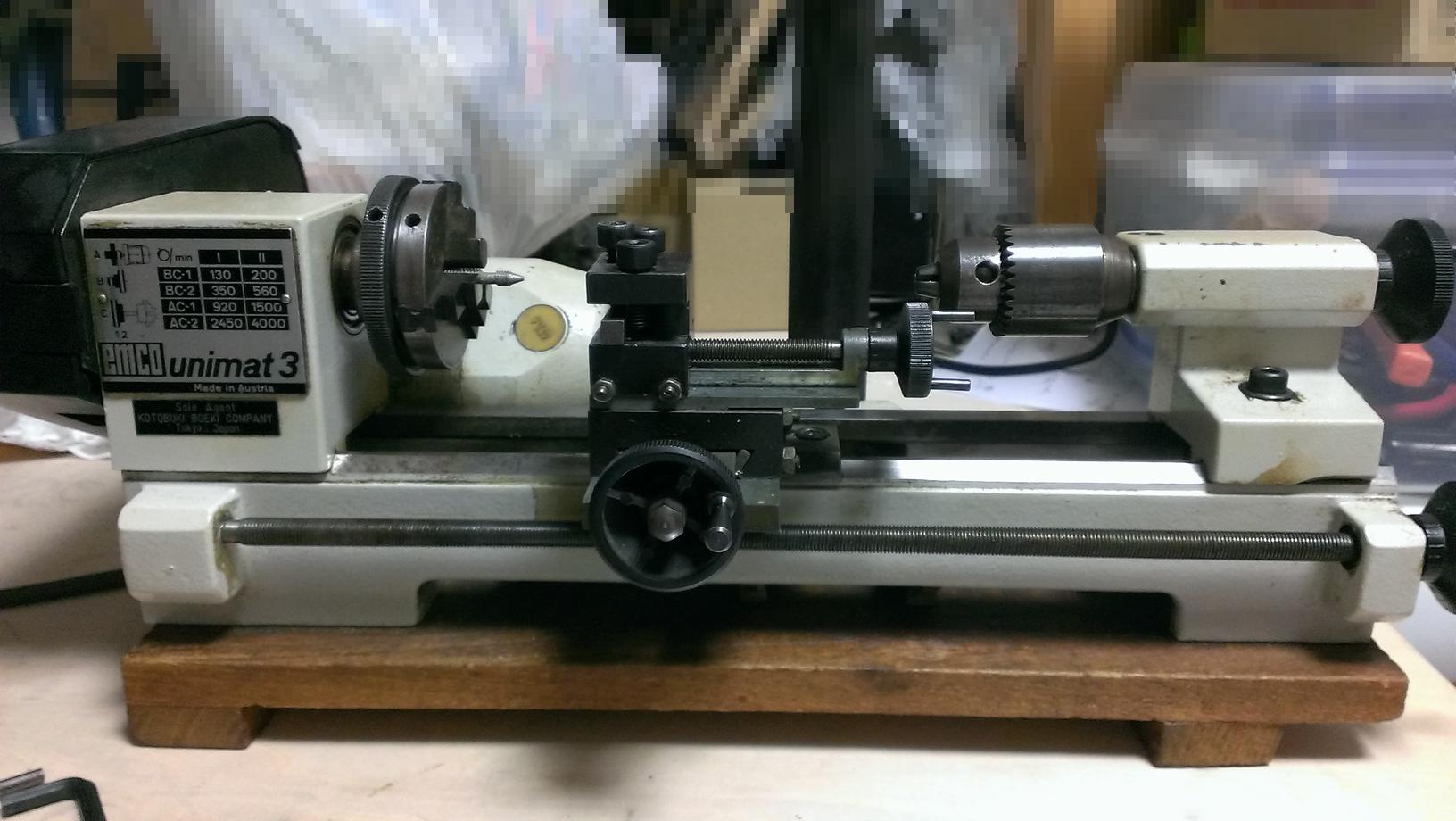
emcoのUnimat3です。
購入の決め手になったのは「輸入販売元:寿貿易」のプレートです。
寿さんが関わっているなら輸入時点の調整はたぶん大丈夫だろうという根拠のない自信(輸入当時から今と同じ体制で調整販売されておられるかは存じません^^;) と、錆びというより、使いこまれてエージングされたような外観の割に可動範囲の摺動面が綺麗でメンテナンスが行き届いている感じがしたので落札した次第です。まあ、その一目ぼれです。なんかキュピーンと来るものがあったので気が付いたら落札していました。
回転速度を変更するのにベルトが2種類必要で、そのうち(小)サイズが付属していなかったので、三ツ星のスターロープ1mを購入して加工する事にしました。

必要な長さを計って切り取り、両端をガスコンロで少し火が出るぐらいに炙って

突き合わせて融着させます。
手で引っ張って千切れなければOK。

余分な出っ張りは爪切りで切り取ります。

架けかえ完了。これで全8種類(130~4000rpm)の組み合わせの回転数を使用する事ができます。
動かしてみた感じですが、今のところ基本機能に異常はなさそうです。
さっそく、練習用に真鍮の丸棒φ20mmを買いますた。
しばらくは3Dプリンタよりこっちを弄って遊んでいるかも?´・ω・`
OKV01 DMMチタン製のノズル兼ヒートブレイクが届きました [OVK01]
DMM.make3Dプリントに注文したチタン製ノズル兼ヒートブレイクが到着しました。

中身はエアパッキンで厳重に保護されています。

開けてみたらこんな感じ。表面は「ヤスリか!」というぐらい細かなざらざらとした質感。爪で表面をこすると爪が削れます。


先端をスケールルーペで覗いてみました。
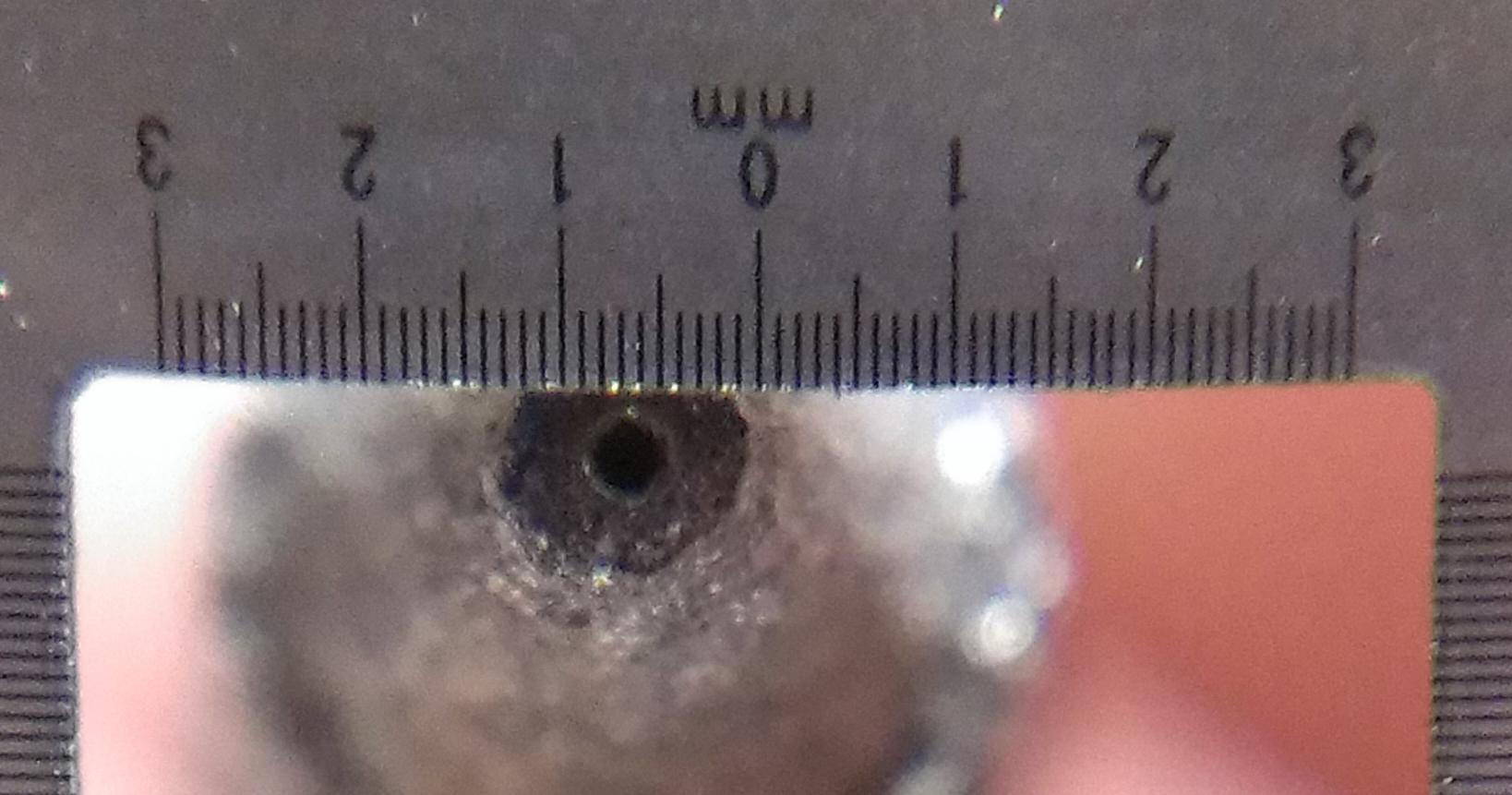
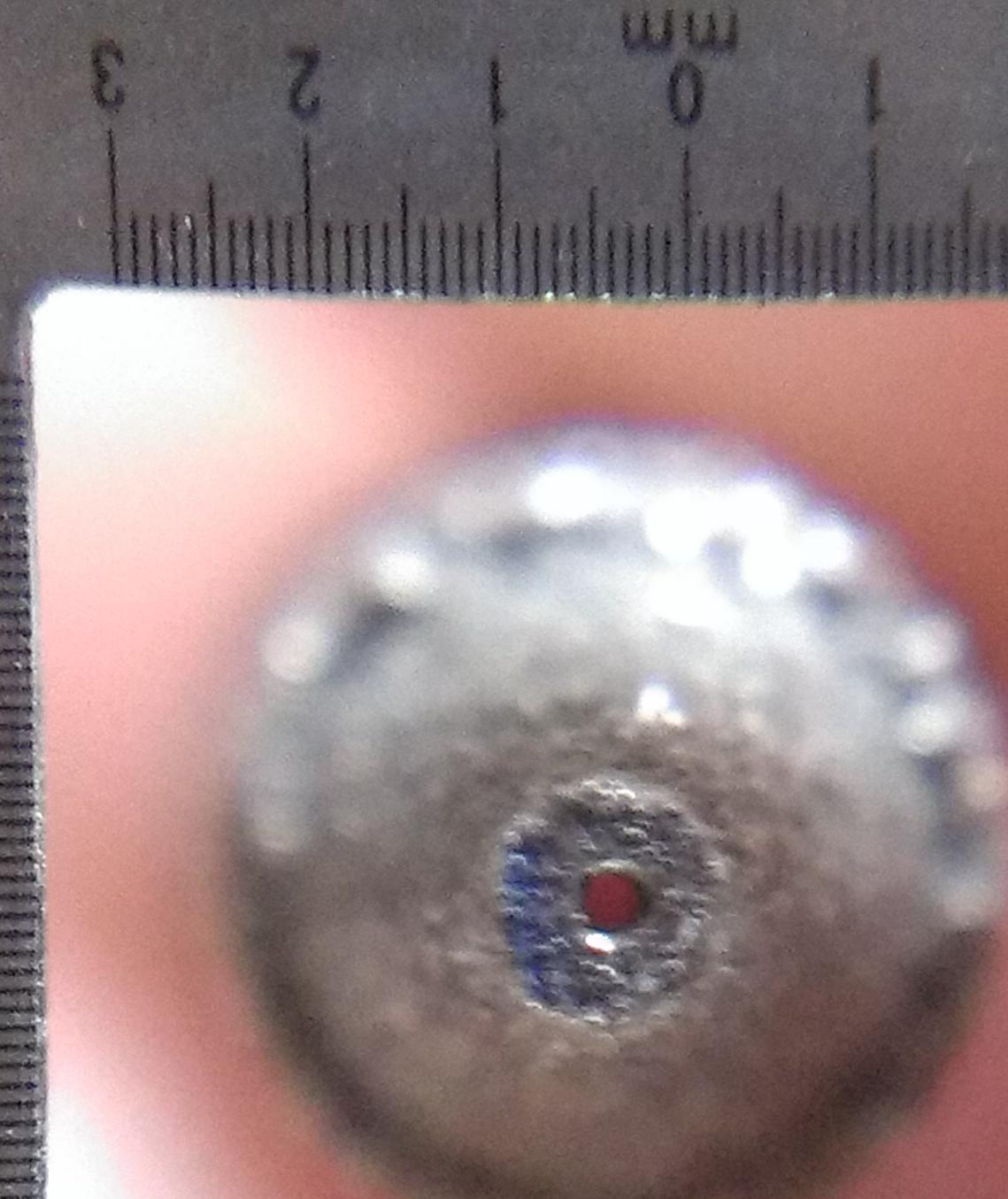
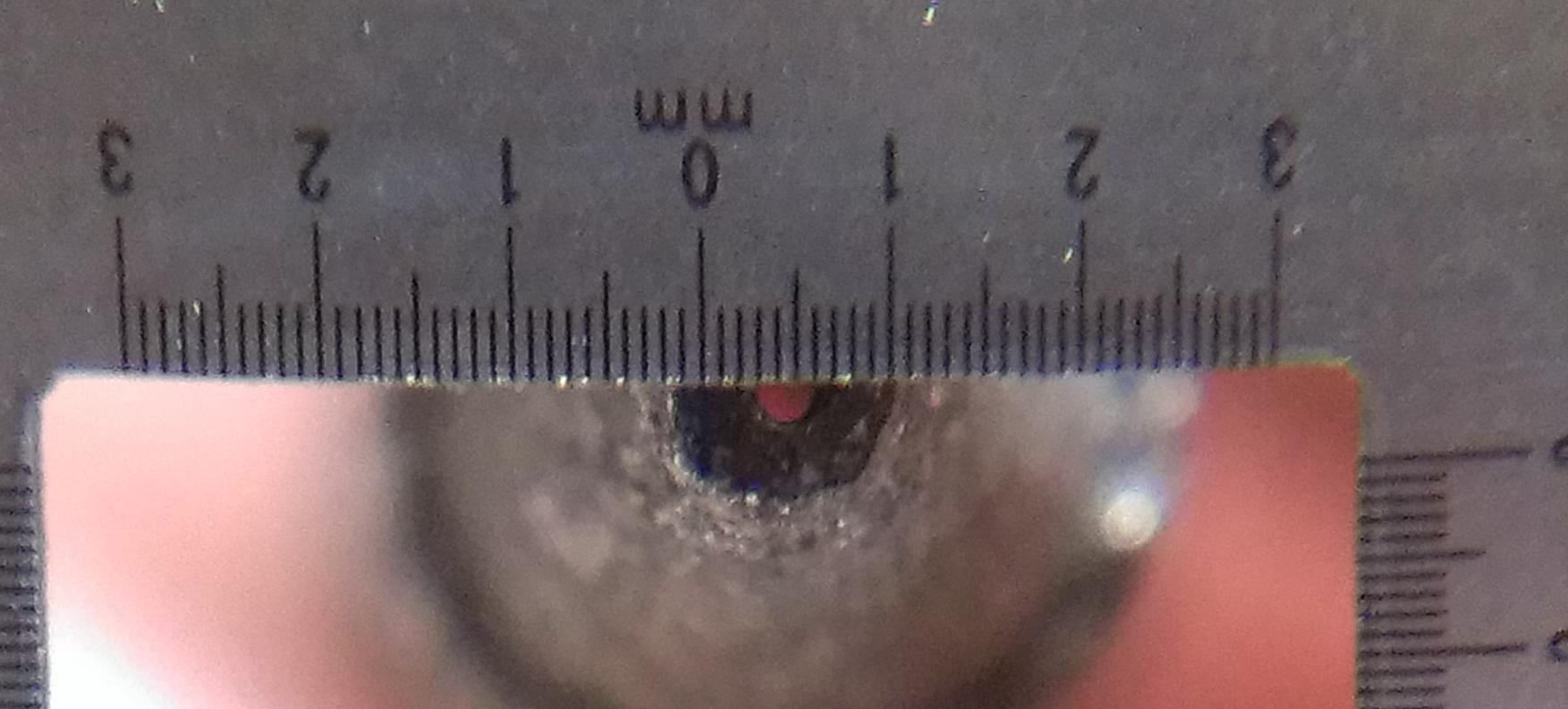
先端の穴径は削り代の余裕をみてφ0.35mmにしたのですが、ほぼその通りにでています。ただし、先端の外径はφ1.0mmで設計したのですが、やや大きめの1.2mmで出力されています。先端の色が少し青く変色していることから、もしかしたら先端を少し削って整型してくれたのかもしれません。
表面のざらつきによってネジ山がそのままではねじこめません。(先端から先は入らない)

ダイスで表面を削ります。皮膚が削れない様に布を巻いてから手で掴んで回します。

M5のネジ山は先端が潰れていました。少しやすってからダイスで加工しました。

PTFEチューブ側はφ4のダイヤモンドやすりで削りました。

表面のざらつきを取ればM6/M5ネジが嵌めこめるしφ4のPTFEチューブが挿入できるので、造形精度はなかなか良い様子です。
心配していた強度ですが、壁の厚みが薄いM6ネジ山周辺で問題無いことから意外と薄壁でもOKなんだという印象です。 最も薄いM6ネジの谷の個所で0.372mm,M6ネジとM5ネジの間の筒の壁の厚みは0.825mmです。おそらく0.5mmぐらいまで攻められると思います(断面積を減らせば熱抵抗が増えそれだけ上に上がる熱は減ります)。
とりあえずここまで。
2016年7月24日追記~
ヒートブロック側の内径は設計上はφ1.85mmにしてあります。
φ1.7mmとφ1.8mmのステンレス用ドリルが手回しで入っていき、ざらざらを綺麗に掃除できました。

直接挿します。

ドリルビットに装着して指ではじいて回して更に削ります。

刃先に切りくず(粉)が付いています。
ここから先は切削ではなく研磨で処理しようと考えています。(細径深穴切削はステンレスでもうこりごり※なのにチタンだと更に削れる気がしません^^;)
ところで、あれほどこだわったφ1.8mmを諦めて僅かに径を増やした理由ですが、フィラメントの素材によって元の内径がφ1.8mm未満であってもフィーダーを通過して押されて歯型が付けられると、微妙に楕円形に変形してφ1.8mmの筒に対して挿入抵抗が「凄く 太い です、、、」になるケースが有ったからです。PTFEチューブの方は幸い多少余裕があるみたいで大丈夫でしたが、先日加工したステンレス製ヒートブレイクでは内径が微妙に足りてない状況(ドリルで彫った穴の径が本当に1.8mm有るかという問題もありますが)でしたので、今回の試作では穴の径を増やしています。
※ステンの場合下穴があいているにもかかわらず、深さが10mmを超えたあたりからドリルの彫る穴の先の方が曲がってしまう恐れがある。ステップ切削加工(φ1.5→φ1.6→φ1.7→φ1.8mmの順で深さ2mm彫ってはまた元に戻っての繰り返し。)はもちろんのこと、最後のφ1.8mmはドリル歯の長さ全体が抵抗になるのでツールの回転数を極低速に落として送りも極低速にする必要がある)
~以上追記終わり