



SHAPEOKO2 自作3DプリンタOVK01用のヒートベッド保持具の制作 [SHAPEOKO2]
OVK01で使用するヒートベッド保持具の制作ですが、こんな感じで切削できました。
所要時間は26分でした。
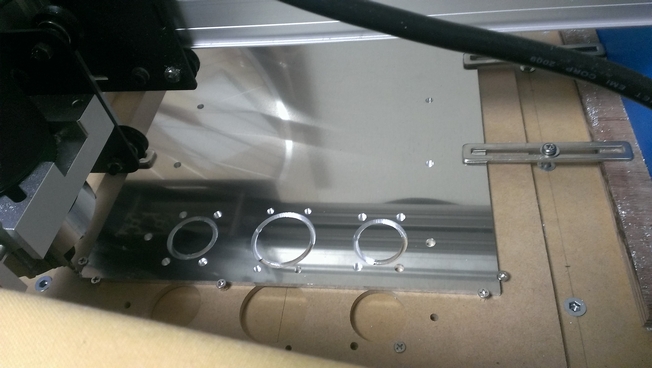
貫通穴なので、切削パスをオブジェクトの底面から0.2mmほど余分に削る様に指定していたのですが、何故だか上手く削りきれませんでした。φ40mmとφ32mmの大穴は時計に見立てて3時から6時の方向はそこまで抜けているのに、その他の部分は底面まで削れ切れていません。ネジ用の小さい穴も同様です。幸いにも、残っている厚みは紙1枚程度なので、手作業での修正で何とかなりそうです。あと、刃先が侵入するときに、10時の付近に刃が下りて行くのですが、その後、反時計回りに9時から6時の方向に向かう際に、ビビり音と高周波ノイズがします。余り気持のよい音ではありません。やはり切削深さ0.2mmは無理があったのかなぁ、、、
ちなみにプラダンで作った(適当な長さに切って嵌めこんだだけw)飛散防止板は良い仕事してくれてました。PMR500の下面から勢い良く吹き出す風で吹き飛ばされた切り粉が、隅っこに集まりました。せっさくが終わればササッと掃除機で吸い込めばおk

OVK01の制作ですが、いよいよ加速させます!
タグ:SHAPEOKO2
切削オイル無しでもいけるものなんですねぇ。
by 羽等 (2015-10-26 07:46)
「ドライカット」で諸条件を色々とぐぐってみた甲斐がありました。エンドミルをアルミ専用品にしたこと、回転数に合わせて小径のエンドミルを選んだこと、PMR500のダウンブローにより冷却が良く効いていること、諸条件が上手い事嵌って削れているのだと考えています。今のエンドミルが駄目になったらアルミ専用DLCエンドミルというのを注文してあるので、それを試してみます。特定の角度でのビビりが収まらない様であればもう少し切削する深さを浅くしてみる予定です。makerslideのスライドローラーとその保持方法に起因する機械の剛性の低さ(※ネジレ方向に弱いです)がなんとも憎いところです。
by たぬきち (2015-10-26 19:50)