



PRN3D ABS印刷始めました [PRN3D]
ABS印刷始めました。
まずは小さいパーツからということで、x-limitパーツから
【印刷条件】
フィラメント:ケンビルABS無着色メーカーA1.75mm ※無着色というと透明をイメージしますが乳白色ですた
http://item.rakuten.co.jp/kenbill/8000200010146/#10017214
ホットエンド温度:230℃ 後日220℃に変更しました
ヒートベッド温度:110℃
積層厚:0.2mm
充填率:40%
外壁厚:0.8mm
印刷スピード:外壁40mm/s 内部60mm/s
サポート:なし
ラフト:あり
マスキングテープ:あり
室温:20℃
小さい所為もあって、あっさり完了

と行きたいところですが、じつは、一回印刷を失敗しています。フィラメントがドライブギアからバレルまでの間の中空で溶けてバレルに入らなくなりました。;ω; 原因はベースに対してバレルの飛び出しが長かった所為だと思われます。※バレルはベースの中に収まる長さにとどめておきましょう
バレルの長さを弄ったついでに今更ながらワイヤーポールパーツをたてました。
メーカーの組み立てマニュアルには書いてないですが、たぶんこれであってるはずです。
続いてe-quickパーツも予備で出力してみました。(以下はラフト印刷中の写真です)
こちらもこの後あっさり(本当です)完了。
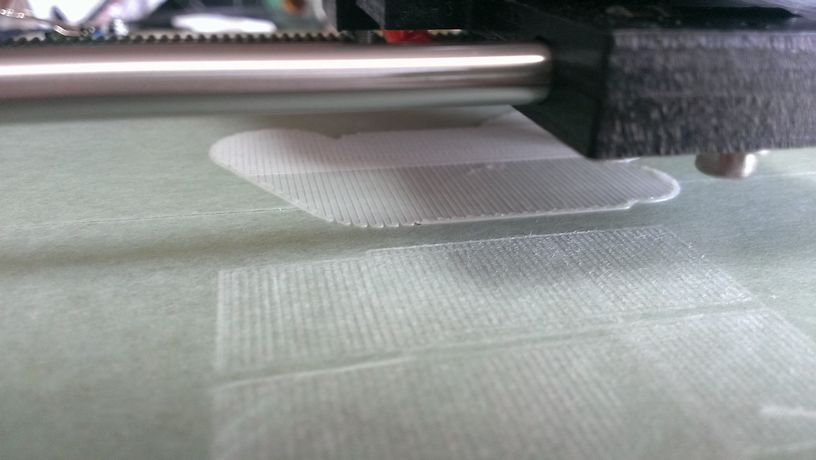
続いてお風呂で使う石鹸置きを2分割で出力して魔法の粉でくっつけました。石鹸置きの構造は一つ当たりだいたい80mm四方の板の2辺に高さ20mmで厚さ2mmの壁が立っている感じです。

こちらはラフト無しで印刷したのですが、収縮による影響は底面の四隅の角が半径10mmの範囲で少し浮いた程度で収まりました。
やはり、このサイズで印刷する場合でもめんどくさがらずにラフトを付けた方が良いみたいですね
最後に先日のY軸改良の結果について
結論から先に言うとY軸改良によって筺体の振動によるベッドの振動が抑えられて印刷結果に影響しない事を期待していましたが、効果はあるけど最終的な解消には至っていないという感じです。
(わかりづらい写真ですいません、、、)
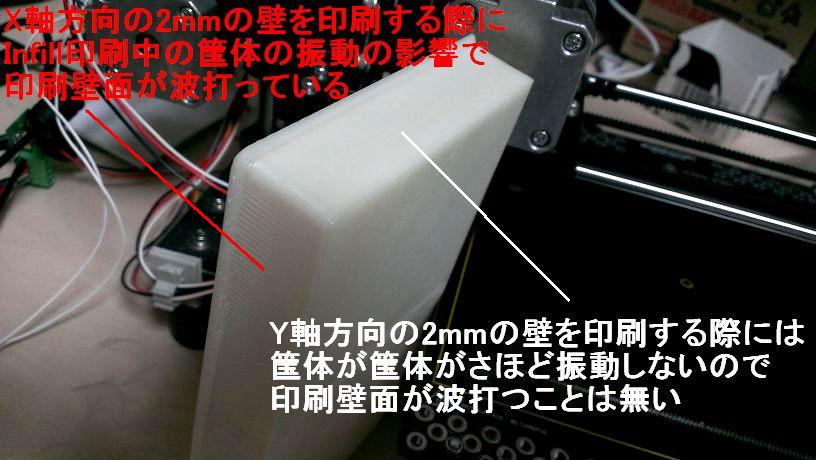
以前は赤い文字で記した面が筺体の振動による影響によって波打つ※程度ではなく、積層面が前後につぶれて2mmの設計の壁の幅が3mmになったりしていたのですが、それに比べて波打ち程度で済んでいるので良しとすべきだと思います。
(※筺体が振動する事により結果として印刷面が前後左右だけでなく上下にも酷く揺れていましたが、上下方向の揺れが抑えられたので影響が減ったと思われます。ワイド&ナロー化は効果があった様です。しかしながらY軸方向(前後方向)への揺れに対しては筺体の脚の間隔が狭いため、相変わらず弱いです。)
ヒートベッドの熱によるy-blockとy-endパーツへの影響ですが、全く問題なかったことは幸いでした。(未だ筺体で囲っていないし、別メーカーのPLA樹脂で印刷し直してるからかな、、、)
結果として、ベアリングでシャフトを前後させる現状のY軸の構造は無理があるということで締めくくります。
これ以上の改善を求めるには幾度となく当ブログで説明していますが、Y軸の前後方向へアルミフレームを追加して、筺体をY軸方向へ延長して脚を突っ張らせると同時に、追加したアルミフレームに直接シャフトを固定し、ベアリングを抱き込んだヒートベッドを前後させる構造がベストだと考えています。
そうなると追加するアルミフレームの長さは約400mmとなります。
シャフトの直径も現状の6mmでは少し頼りないので8mmにすると思います。
ちなみにPRN3Dで使われているアルミフレームはSUS製のSF-20・20だと思われます。
http://fa.sus.co.jp/service/detail?ItemNo=SFF-202
某ミス●さんと違って個人でもネットから購入できる様なので機会があれば利用してみたいですね。
ABS始められましたか、接着面積が取れるなら、プラモデル用のタミヤセメントとか使えたりもします。
Y軸方向のブレは、実はHBを設置しているネジ穴のブレではないかと、そこらへんを色々検証してます。 ただ、インフルエンザにかかってしまい作業が休止中です。orz
by 羽等 (2014-03-17 16:14)
HBの固定は、なるほどです。一理ありますね。皿ネジで上から押さえつけるようにすれば良いかもしれませんね。
by たぬきち (2014-03-17 22:42)