



PRN3D 改良してほしいところ(というか改良したぞ~`・ω・´) [PRN3D]
メリクリ~♪
PRN3Dで試行錯誤されている皆さんに年末年始に上げる予定だった調整ネタを上げようと思います。今から組み立てられる皆さんの参考になれば嬉しいです。
調整ネタと言いつつPRN3Dのココがイマイチだったので手を入れたとういネタ集でもあります。
では一気にいきます。・ケーブルの引きずりによる印刷中のコアとバレルの緩みを防ぐためコアから出るケーブル類をcarriage-Aに留める機構が欲しい
(とりあえずモーターにかぷトンテープで固定しました)
後日追記:wire-poleパーツがそれに該当するそうです。(皆さまご指摘ありがとうございました)。ああ、公式組み立てマニュアルのどこに書いてあるのだろう、、、ゲフンゲフン
・フィラメントの漏れを防止するためバレルとノズルとの接触面はちゃんとバリを取ってほしい
(出荷前に調整していないのであれば組み立てマニュアルにも記載した方が良いのでは?)
・ドライブギアの内径がステップモーターの5mm軸よりわずかに小さく入らなかったので電ドリで削る必要があった
(ドライブギアについては出荷前検査が必要かと存じます、、、)
・エクストルーダーのe-quickパーツのM3x10軸は芋ネジかスリ割付き止ネジにしてほしい
馬鹿穴にしてM3x10軸がすっぽり入る様にしてしまえばそれまでだけど
http://www.neji-navi.com/products/detail140123133.html
ベアリングのテンションがちゃんとかかる様にするにはネジ山がちゃんと架けられる軸にした方が良いと思います
・USBケーブル引っかけによるUSB-miniBコネクタ剥がれを防止するため制御基板のUBS-miniBコネクタは面実装タイプではなケースGNDがスルホールのタイプのにしてほしい
http://akizukidenshi.com/catalog/g/gC-02235/
ちなみに2回も剥がしちゃったのでUSBケーブルをぶつ切りにして制御基板にUSBケーブルを直接はんだ付けしてホットボンドで留めますた´・ω・`(処理が恥ずかしいので写真は割愛w)
皆さんはUSBケーブルを引っかけてもコネクタが剥がれない様にUSBケーブルを一旦フレームにタイラップ等で固定してくださいね、、、
・Y軸においてy-endパーツにベルトを固定した際にベルトをちゃんと直線にするにはベルトの高さが各プーリーに対して高すぎる
(y-baseパーツのM4ボルト穴があるプーリーの固定台はもう2mm高くするべきです)

・ガラス板を抑えるダブルクリップは4つにしてほしい
2つだと抑えた個所を中心にガラス板がエビ反ります
・プリントパーツの積層厚を0.3mm→0.2mmにしてほしい
現状のプリントパーツの品質ではユーザーによる修正の手間暇がかかり過ぎていると思います
~後日追記~
単純に積層厚の設定だけの問題ではなさそうです。キット添付のサンプルPLAフィラメントではヒートベッドの温度をメーカーサンプル設定の60度に設定すると底面付近が熱ダレして焼いたモチの様に溶け広がります。その結果時間とともに高さ方向が目減りするので、積層間の溶着がうまくいかなかったり、壁に対してinfillの密度はより低いので溶け下がる量に差があり、天板を埋める際に内部のinfillとの間隔が空きすぎて天板の生成(貼りつけ)がうまくいかなかったり、結果壁に対して天板がより下がるので天板の妙に角が起ったりするのではないでしょうか?その証拠として、私が受け取ったほぼすべてのパーツが設計データ上の高さに対して明らかに不足していました。特にx-end-Lパーツは設計データ上では高さが45.0mmなのですが、実物は43.5mmしかありませでしたし、ベアリングのクリップ部が積層方向に一部剥がれてしまいました。また、内部密度(FillDensity)についてもメーカーサンプル設定の20%では明らかに強度が不足していると思われます。(一部天板が剥がれて内部が見えているキット付属のパーツの埋まり具合からして密度は20%ぐらいだと思われます。パーツ毎に印刷品質の差が見られないことからパーツ別に印刷密度を変えているとは考えづらいです、、、)、ベルトクリップパーツにテンションが架からなかったり、x-end-motorパーツがベルトテンションに耐えられずに斜めに曲がったり、y-endパーツがロッドの締め付けによって変形したりします。私の場合、これらの不具合は自力で解決できるだけのスキルと解決するための時間がたまたま確保できましたが、製品ロットによってはこれらのパーツの精度および強度不足によって製品としての最低限保証されるべき精度が確保できない可能性もあると思います。メーカーにおかれましては底面の熱ダレ問題の解決はもちろん、上記に上げました強度が必要なパーツについては内部密度の設定を変えてもらいたいものです。
底面の熱ダレ問題については、ベッドへの貼りつけを考慮されて高めの温度を設定されておられるのかと存じますが、おそらく積層間隔は0.3mmで問題ないとして、手間はかかりますがヒートベッドをOFFにして3Mの343マスキングテープを導入すれば解決するはずです。私も試してみたいのですが、キット付属のPLA樹脂は使い切ってしまったため現在では検証のしようがありません、、、
私のPRN3Dは、現時点(2014/1/26)でほとんどすべてのプリントパーツを別途購入したPLAフィラメントに対して設定を追いつめて、積層0.2mm且つ内部密度40%で出力し直しております。それにより強度や印刷精度の不足による不具合はすべて解決しております。
~後日追記おわり。長文失礼しました。~
とまあ、色々書きましたが、コストを犠牲にすれば幾らでも精度を上げることはできる訳で要はバランスですよね~
プリントパーツの精度ひとつの問題にしても時間(=製造工数=販売コスト)とのトレードオフになるわけで、
必要最低限の品質で安く販売してもらった分、製品のプリント精度の向上はユーザーの試行錯誤によって実現するしかないと前向きに考えています。
というわけで今回はY軸周りのパーツを積層0.2mm密度40%で出力しました。
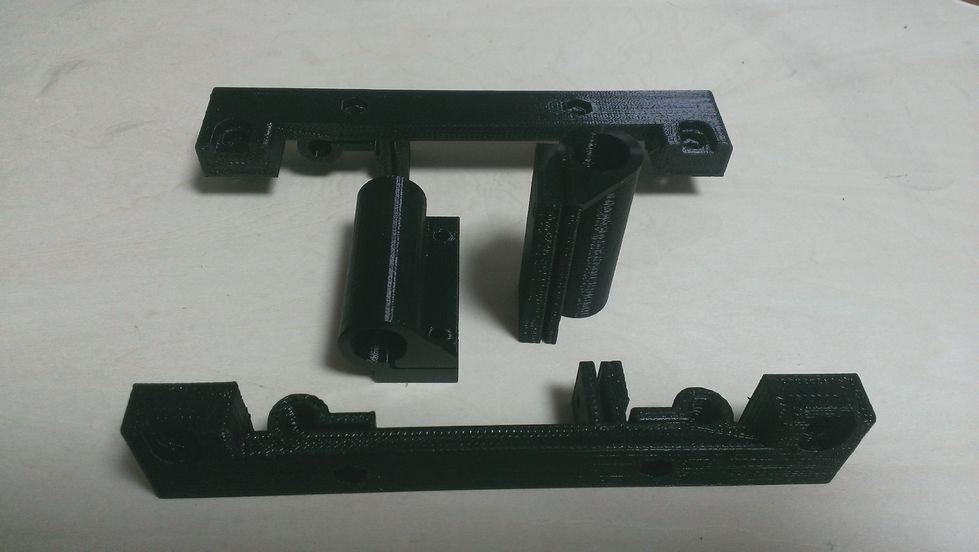
y-endパーツの端もロッドの締め付けで歪まなくなったのでヒートベッドのスルホールとスプリングを固定しているM3X25ボルトが干渉しなくなりました。
ヒートベッドが4隅のスプリングの反発力だけでスコスコ上下するようになりました~
【現在のPRN3Dの状態】 ※wire-poleパーツを使用していない状態です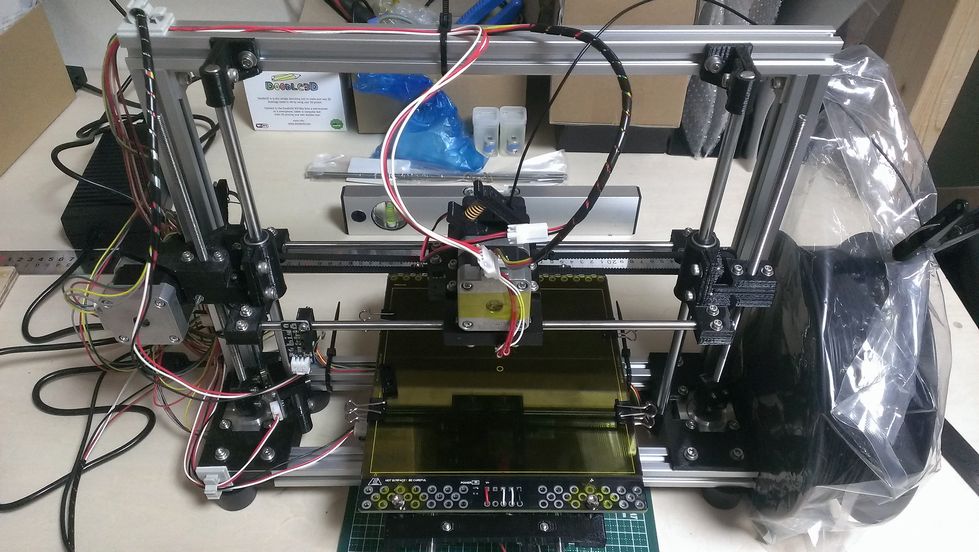
ケーブル類はX軸に付いて上下に移動するのケーブルをフレームの上に引っかけている以外は、適当にフレームに固定しています。
ところでフィラメントのスプールホルダーどうしよう、、、、、箱型で湿気に強いカッコいいホルダーつくりたひ ´ω`
はじめましてマッキーと申します。
私はPRN3Dの完成品をお借りして使っていますが、ケーブル類をcarriage-Aに留める機構はソースの中に、wire-poleというのがあって、それをcarriage-Aにとめてあるモーターの左側に穴が1つ空いてるので、そこに縦にとめられています。
しかし、組み立ての説明があれではわからないですよね。
ちなみにcarriage-AのSTLデータはソースにはありません・・・
by マッキー (2013-12-24 20:12)
コアから出るケーブル類をcarriage-Aに留める機構はソースの中にwire-poleというSTLデータがあります。それを造形してcarriage-Aのモータの左側に空いてる穴に縦に立てて3つの穴をつかって縛るようです。
by NO NAME (2013-12-24 20:39)
はじめまして~
wire-poleはキットにも付属していましたが制御基板と一緒に共占めしてケーブル類を纏めるパーツとして使っていました。
謎が一つ解決しました^-^
ありがとうございます m(_,_)m
しかし公式組み立てマニュアルはいつになったら完成するのでしょうかねぇ・・・
carriage-Aは言われてみると確かにデータがありませんね
組み立てマニュアルにおいてはcarriage-Aは切削部品と謳われており、ルーターで削ったような跡があります。材質もエンプラのようですね。
他のパーツも切削で作ってくれたらいいのにと思う事があります。
特にy-blockとかy-blockとかy-blockとか、、、、
(Y軸調整でかなりてこずっていますのでストレス解消のため3回書きましたw)
by たぬきち (2013-12-25 02:20)
carriage-Aは切削部品なんですね。いわれてみればつくりが違う。
y-blockは酷いですね。構造ももっと幅をひろくしてy-bearing-holderの足を支えるようにしないと左右のぶれも抑えられないでしょう。
記事でおしゃってるようにY軸の構造がネックなので、どこまで改良できるかといったところです。
しかし、物自体は結構いいので、改良すれば安定したものになりそうな気がします。(その割には、コミュニティもないし、情報も少ないので、メーカーにはもっとがんばってほしいです)
by マッキー (2013-12-25 09:14)