



OVK01 以前設計したヒートブレイクをDMMの3Dプリントでチタン素材で再見積もりしてみた [OVK01]
DMMの3Dプリントサービスが7/14に価格改定したのでヒートブレイクを再び見積もりをしてみました。
結果としてはチタンは約1000円DOWN、ステンレスは逆に約1000円アップとなりました。
それぞれの素材の値上がり値下がりのチタンは材料費が下がり、ステンレスは上がったことに起因していると思います。
それはさておき、造形容積に対するコスト計算もリーズナブルになったみたいですので、ヒートブロックの回り止め兼斜めズレ防止の耳を切り落としてバレル兼、ノズルみたいなのを新たにモデリングして、チタン素材で見積もりをしてみました。
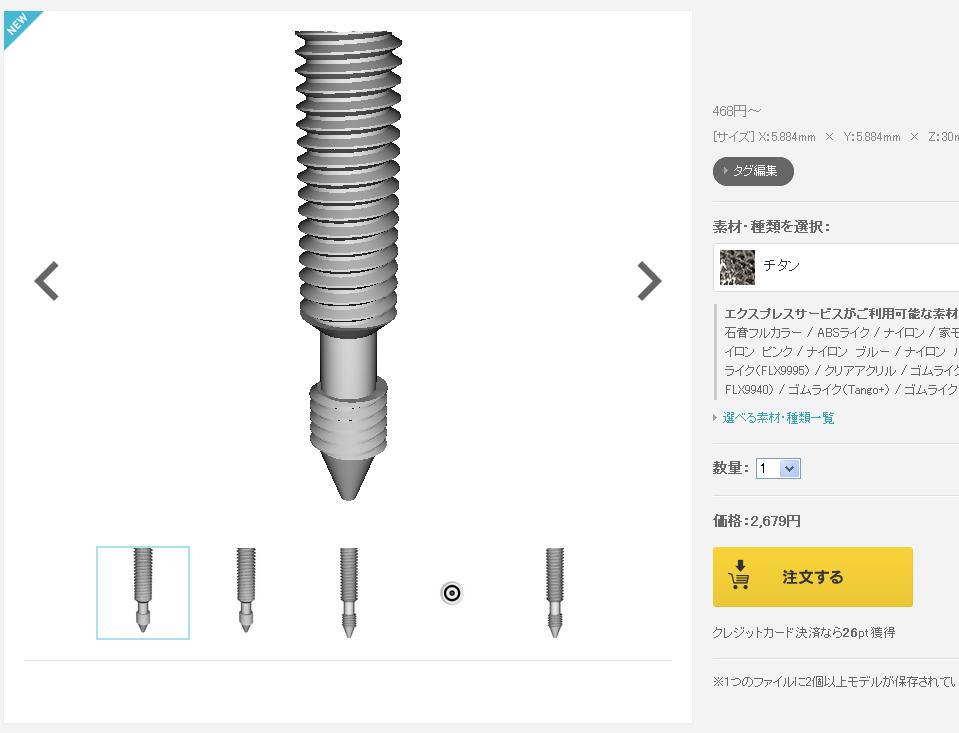
2,679円となりました。
DMMは送料が無料ですので、これならShapewaysでステンレス造形($30~)するより安価になります。
先日作ったステンレス製のヒートブレイクが実用上問題があった時のバックアップ策として(というかちょっと穴径に問題が、、、、)とりあえず注文してみました。
モデリングついでに以前ちょこっとネタにしたノズル先端付近のフィラメントの経路を絞り込むデザインを取り入れています。
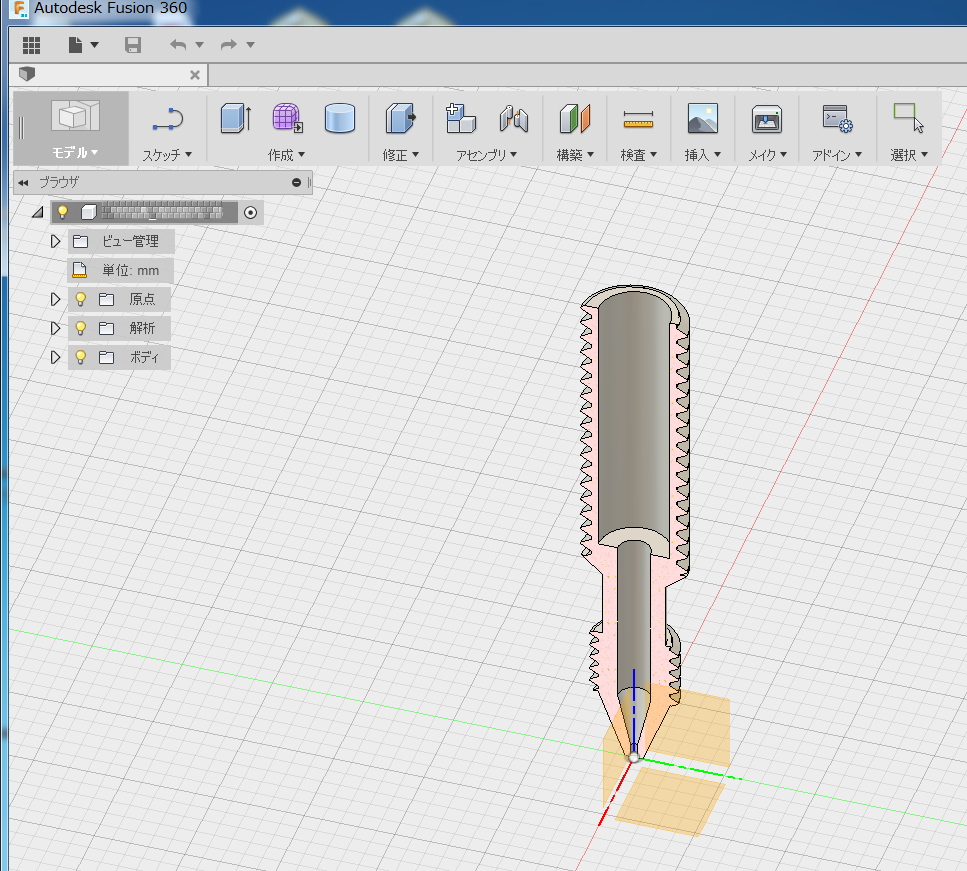
一部壁の厚みが1mm未満になっていますが、さてはて造形は上手くいくでしょうか?(一応注文前のオンラインデザインチェックは通過しています。)それとも造形不可で差し戻しになるでしょうか?ちょっと冒険したデザインにしています。
2016年7月17日追記~
デザインのサイズ感覚を判りやすくするため断面を正面から表示した図面は以下の通り。1マスが1mmです。CADはFusion360を使っています。断面の表示とか、ISOねじ切りとか、穴の先端の角度を指定したりとか、Fusion360は本当に便利です。ちなみに以下のデザインは11ステップ(4つの径の円柱を積み重ねて3種類の穴を空けて、2か所面取りして、2種類のネジを切るだけ。慣れれば完成まで3分も掛からない)で作れます。
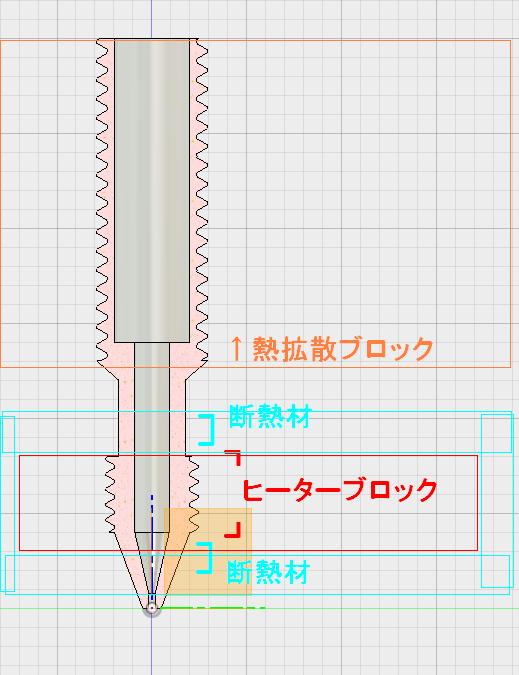
φ4mmのPTFEチューブが入る熱拡散ブロックからノズル先端まではできるだけ距離を短くして(現状14mm)フィラメントが融ける量を少なくし、フィーダーやらボーデンチューブへの負荷を減らしたいたいところです。
ヒー ターブロックと断熱材の厚みを考えると長さを短くするのは14mmが限界かな、、、ヒーターブロックに入ってすぐぐらいから絞り込みを開始すればフィラメ ントの融ける量をさらに 減らせますが、通過時の熱供給が間に合わないかもしれないので、あえて現状の位置にしてあります。φ1.75mmのフィラメントをフィーダーで1mm送るとφ0.4mmのノズル先端からは0.765625π(mm^3)のフィラメントが排出されます。ノズル径が0.4mmとして積層厚を0.1mmとした場合、フィーダーで1mm送り出したら、0.765625π(mm^3)÷[幅0.4*高さ0.1]=約60mmの長さの線が引ける事になります。仮にヘッドの移動速度が60mm/sで印刷するとなると、1秒間のフィーダーの送りは1.0mmになるということです。ヒートブロックの厚みである4mm をフィラメントが約4秒で通過する計算になります。フィラメントへの熱の伝導は十分間に合うかな?熱拡散ブロックで約60℃に余熱されたフィラメントを印刷温度の260℃付近まで加熱するのに必要な熱量がどれだけで、チタンからの熱伝導は1秒あたりコレだけだから、、、、とかを考慮してちゃんとヒートブロックの厚みを計算 しないといけなのですけどね^^;
~追記終わり
2016年7月19日追記~
DMMから造形開始のメール連絡がありました。
~追記終わり
2016年7月21日追記~
DMMから発送のメール連絡がありました。明日到着する見込みです。
~追記終わり
2016年7月24日追記~
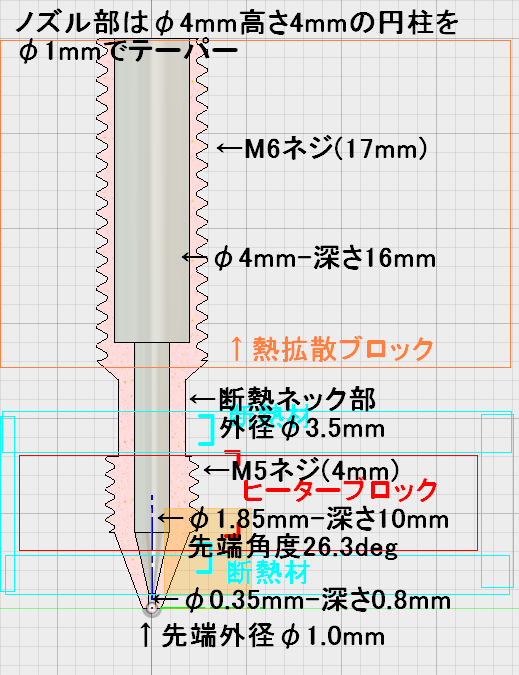
寸法の解説を追記した図をおいておきますね
~追記終わり
タグ:OVK01
コメント 0