



OKV01 DMMチタン製のノズル兼ヒートブレイクが届きました [OVK01]
DMM.make3Dプリントに注文したチタン製ノズル兼ヒートブレイクが到着しました。

中身はエアパッキンで厳重に保護されています。

開けてみたらこんな感じ。表面は「ヤスリか!」というぐらい細かなざらざらとした質感。爪で表面をこすると爪が削れます。


先端をスケールルーペで覗いてみました。
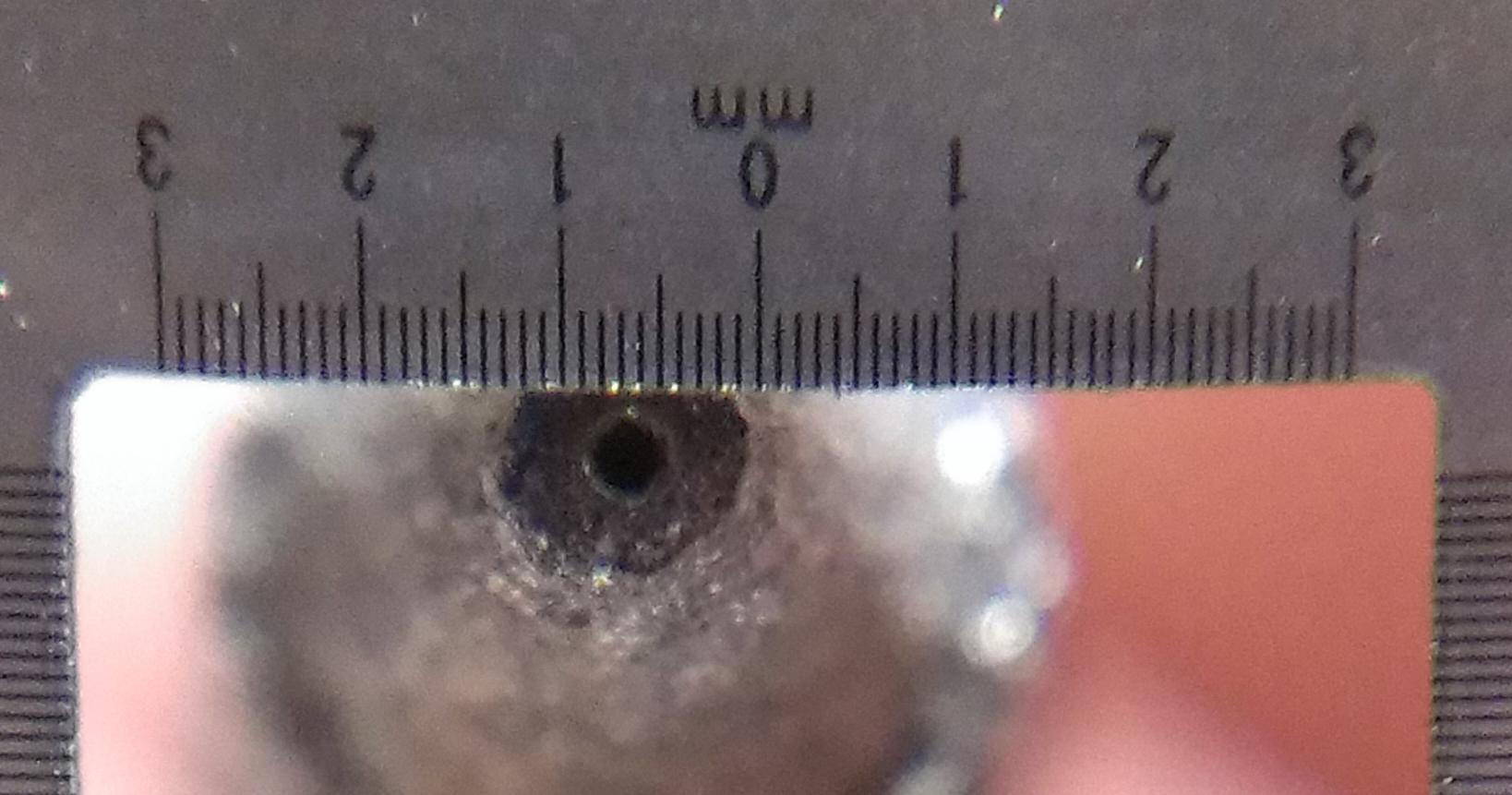
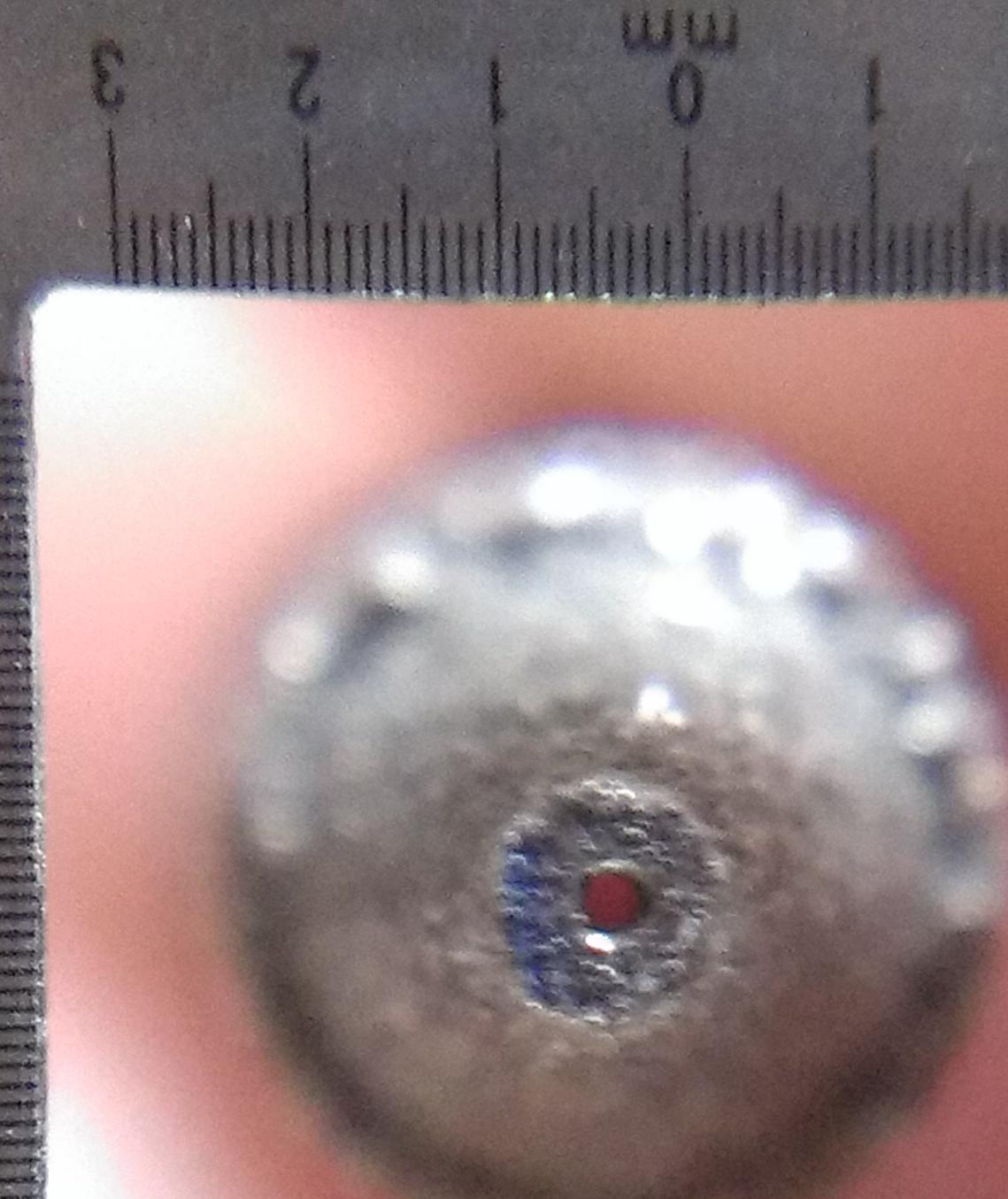
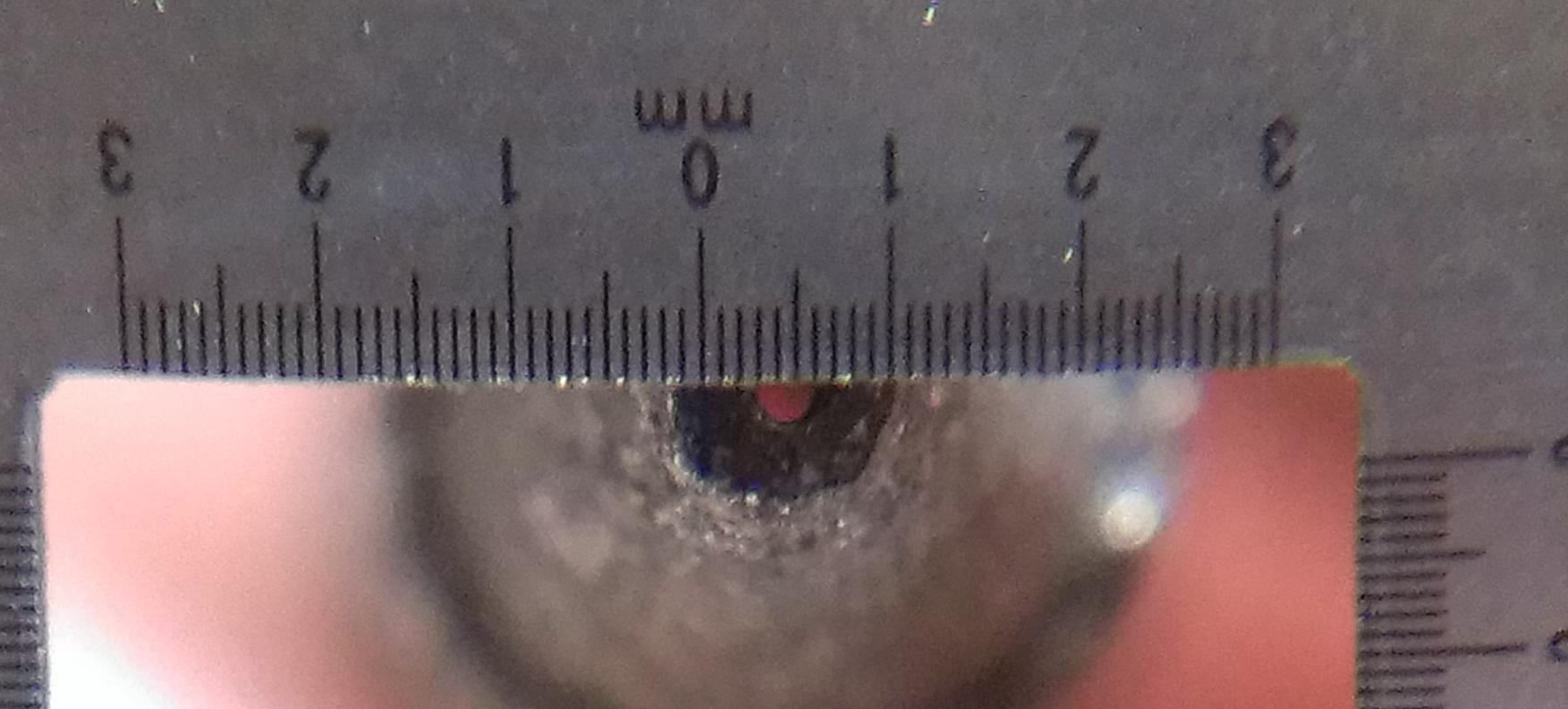
先端の穴径は削り代の余裕をみてφ0.35mmにしたのですが、ほぼその通りにでています。ただし、先端の外径はφ1.0mmで設計したのですが、やや大きめの1.2mmで出力されています。先端の色が少し青く変色していることから、もしかしたら先端を少し削って整型してくれたのかもしれません。
表面のざらつきによってネジ山がそのままではねじこめません。(先端から先は入らない)

ダイスで表面を削ります。皮膚が削れない様に布を巻いてから手で掴んで回します。

M5のネジ山は先端が潰れていました。少しやすってからダイスで加工しました。

PTFEチューブ側はφ4のダイヤモンドやすりで削りました。

表面のざらつきを取ればM6/M5ネジが嵌めこめるしφ4のPTFEチューブが挿入できるので、造形精度はなかなか良い様子です。
心配していた強度ですが、壁の厚みが薄いM6ネジ山周辺で問題無いことから意外と薄壁でもOKなんだという印象です。 最も薄いM6ネジの谷の個所で0.372mm,M6ネジとM5ネジの間の筒の壁の厚みは0.825mmです。おそらく0.5mmぐらいまで攻められると思います(断面積を減らせば熱抵抗が増えそれだけ上に上がる熱は減ります)。
とりあえずここまで。
2016年7月24日追記~
ヒートブロック側の内径は設計上はφ1.85mmにしてあります。
φ1.7mmとφ1.8mmのステンレス用ドリルが手回しで入っていき、ざらざらを綺麗に掃除できました。

直接挿します。

ドリルビットに装着して指ではじいて回して更に削ります。

刃先に切りくず(粉)が付いています。
ここから先は切削ではなく研磨で処理しようと考えています。(細径深穴切削はステンレスでもうこりごり※なのにチタンだと更に削れる気がしません^^;)
ところで、あれほどこだわったφ1.8mmを諦めて僅かに径を増やした理由ですが、フィラメントの素材によって元の内径がφ1.8mm未満であってもフィーダーを通過して押されて歯型が付けられると、微妙に楕円形に変形してφ1.8mmの筒に対して挿入抵抗が「凄く 太い です、、、」になるケースが有ったからです。PTFEチューブの方は幸い多少余裕があるみたいで大丈夫でしたが、先日加工したステンレス製ヒートブレイクでは内径が微妙に足りてない状況(ドリルで彫った穴の径が本当に1.8mm有るかという問題もありますが)でしたので、今回の試作では穴の径を増やしています。
※ステンの場合下穴があいているにもかかわらず、深さが10mmを超えたあたりからドリルの彫る穴の先の方が曲がってしまう恐れがある。ステップ切削加工(φ1.5→φ1.6→φ1.7→φ1.8mmの順で深さ2mm彫ってはまた元に戻っての繰り返し。)はもちろんのこと、最後のφ1.8mmはドリル歯の長さ全体が抵抗になるのでツールの回転数を極低速に落として送りも極低速にする必要がある)
~以上追記終わり