



OVK01 明成化学3Dプリンタ用フィラメント『3D Prinstar』レビュー [OVK01]
明成化学3Dプリンタ用フィラメント『3D Prinstar』の無料お試しキャンペーン(先着100名様:現在は募集終了)に応募してサンプルを頂きました。

http://www.meisei-kagaku.co.jp/product/index.html
ABSフィラメントがまるっと1kgです^-^ タダで頂いたからと言ってヨイショはしないつもりでレビューします。
メーカーの謳い文句は以下の通りです。
・MADE IN JAPAN
日本製機械+日本人による生産、品質管理
・安定した線径、少ない糸ひきで美しい造形が可能
線径は生産中常時モニターし、規格外品は廃棄
原材料の事前乾燥によりフィラメント内の水分を排除し、糸引きを抑制
・フィラメントがバラけず、絡まず使い易い
丁寧な巻取り、製品包装前の巻きグセつけにより使い易さを向上
・工場品質をそのままお届けする高品質包装
湿気を寄せ付けないアルミフィルムでの真空包装
まずはパッケージから。アルミフィルム真空パック&シリカゲル3g入りです。到着時点でパッケージに穴が開いて外気を吸っていました。スプールエッヂに応力が集中したためにこすれて破れたものと思われます。パッケージの素材か化粧箱の改良が必要だと思われます。


フィラメント外形についてですが、3mほど、ランダムに計測してみたところ、φ1.76mm~φ1.78mmでした。φ1.77±0.01mmとかなり安定しています。「線径は生産中常時モニターし、規格外品は廃棄」 というメーカーのメーカーのうたい文句通りです。

スプール形状は中心径が大きく巻き癖が付きにくいのも好印象です。フィラメント入れ替えの際にフィラメントの端を固定しておく通し穴の数が少ないのはちょっといただけません(90度おきに穴2つほしいところです。)フィラメント端をスプールエッジに固定するパーツを印刷しておいた方がいいでしょう。

次にフィラメントの水分管理について。OVK01にて印刷開始前に手動でフィーダーを動かして射出してみましたが、水分を多く含んだフィラメントに観られるようなブツブツ(水分を多く含んでいると、ノズル内で気化した水分が水風船のようにフィラメントの中で弾けます)は全く見受けられませんでした。この点については購入直後にもかかわらずブツブツがわずかに見受けられる某ベイタムさんも見習ってほしいものです。
推奨使用温度 ノズル210℃、テーブル110℃ がメーカー指定です。ABSで210℃は低めの印刷温度だとおもいます。PTFEチューブ(連続耐熱250℃)入りのホットエンド(バレル)にやさしいです。
ノズル温度210℃で印刷してみましたが、ドライブギアからコンッ!というスリップ音が時々するため、OVK01では220℃の設定にしました。この点については機種ごとの熱伝対の温度測定精度によっても微妙に前後すると思われますので、最適な印刷温度は機種ごとに探るしかありません。ちなみに230℃まで上げても印刷は可能でした。
糸引けについてはコレも問題ありません。印刷開始前/終了後にノズル先端からフィラメントがほとんど垂れないのは凄いです。ノズル先端が不要に汚れないのでかなり扱いやすいです。糸引きが少ないのでおこげ玉もできにくいです。
逆に言うと溶けて広がりにくいので造形物と射出したフィラメントの押しつけ時間が短く、下層との密着が確保できない速度の速い印刷には向いていないと思われます。0.2mm積層でも80m/sでは掠れています。射出時にやわらかくする事を狙って温度を上げても変わりませんでした。粘度が高いとおもわれます。細かな造形は速度を落とさないと難しいと思われます。
反りに関しては超大型の印刷をしていないので判断しずらいですが、70x5x15mmの壁状のオブジェクトを出力してみる限りでは角の収縮等は見受けられませんでした。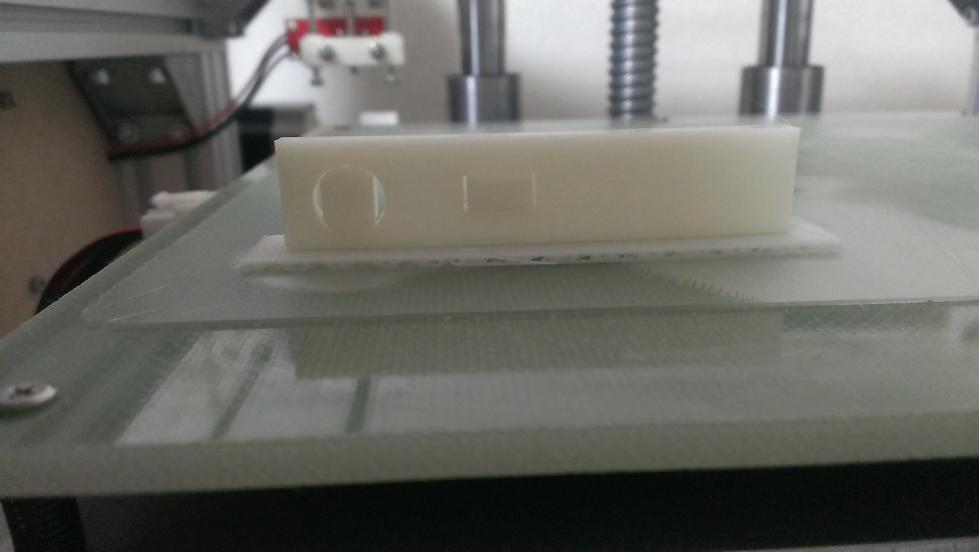
臭いについてですが、低刺激です。印刷中に部屋ににおいが充満する事もありません。プリントヘッドに顔を近付けて初めて「ああ、樹脂を印刷しているんだなぁ」と認識できる感じです。
加工性についてですが、やすりで削れます。デザインナイフの刃も入りやすいです。但し接着性が著しく悪いです。市販の瞬間接着剤でくっつきません。ウルトラ多用途SUでも駄目でした。プラリペアの溶剤(メチルメタクリレート)や100均除光液(アセトン含有)を垂らしてドライバーでつついてみましたが表面がやや侵されるぐらいで溶けて軟化する様子がありません。これ本当にABS?って感じです。推奨印刷温度が低いことから何か混ぜ物がしてあるのでしょうけど、一体なにが混ぜてあるのでしょうか?

(折ったり切ったり剥がしたりしてみました。 )

(折った後に瞬間接着剤でやすりがけした断面をくっつけようとしてみたのですが くっつきませんでした)
造形物を見ていると非常にパキっとしたエッジの立った感じがします。また 、ややテカリが見受けられます。靭性は正確に測っていませんがラフトを繊維方向に無理やり曲げて折ってみた感じでは他社ABSフィラメントより若干強いものと思われます。
15mmキューブを積層厚0.2mmで印刷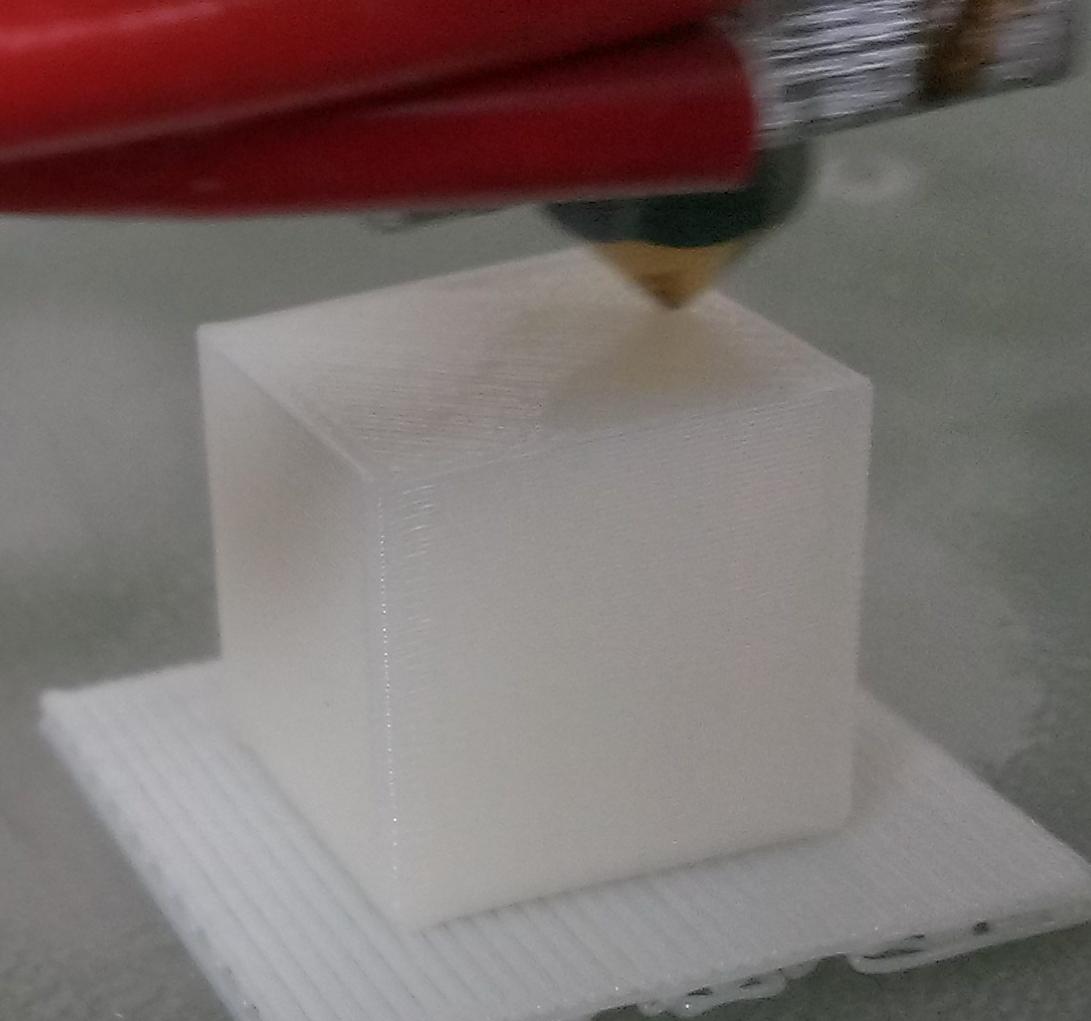
Torture_testをオリジナルの75%サイズ積層厚0.2mmで造形してみました。

まとめ。
不要に垂れず広がらず、造形物のエッジが恐ろしいぐらいピシッっと立つので寸法精度を狙った造形にむいているとおもいます。
反面、粘度が高いということは下層との接着性に影響しますので、造形物の積層厚や形状に合わせたスライサでの印刷速度の管理が必要だと思われます。早い速度の印刷には向いていない感じです。
やすりで削りやすかったり、デザインナイフの刃が入りやすかったりと加工性が良い半面、溶剤にほとんど溶けないので接着ができません。試していませんが塗料の乗りも悪いものと思われます。
ABSフィラメントなのに溶剤にほとんど溶けない件とそもそもABS対応の接着材で接着できない件についてはメーカーに問い合わせてみます。
~2016年6月8日追記
スーパーXも駄目でした。ポリプロピレン用の接着剤(コニシGPクリア)も駄目でした。Loctite770プライマー+406でも駄目でした※。つるっと剥がれます。
※難接着ゴム材であるEPDMゴム、バイトンゴムから軟質塩ビ、ポリウレタン等まで強力接着します。PBT、ポリアセタール、PPS、ポリカーボネイト等の接着に適し、後浸透接着ができます。
追記終わり~