



OVK01 φ0.2mmノズルとφ0.3mmノズル製作 [OVK01]
thingiverseから以下のテストデータ(ctrlVさんの小さい版)をダウンロードして印刷してみました。
http://www.thingiverse.com/thing:1019228
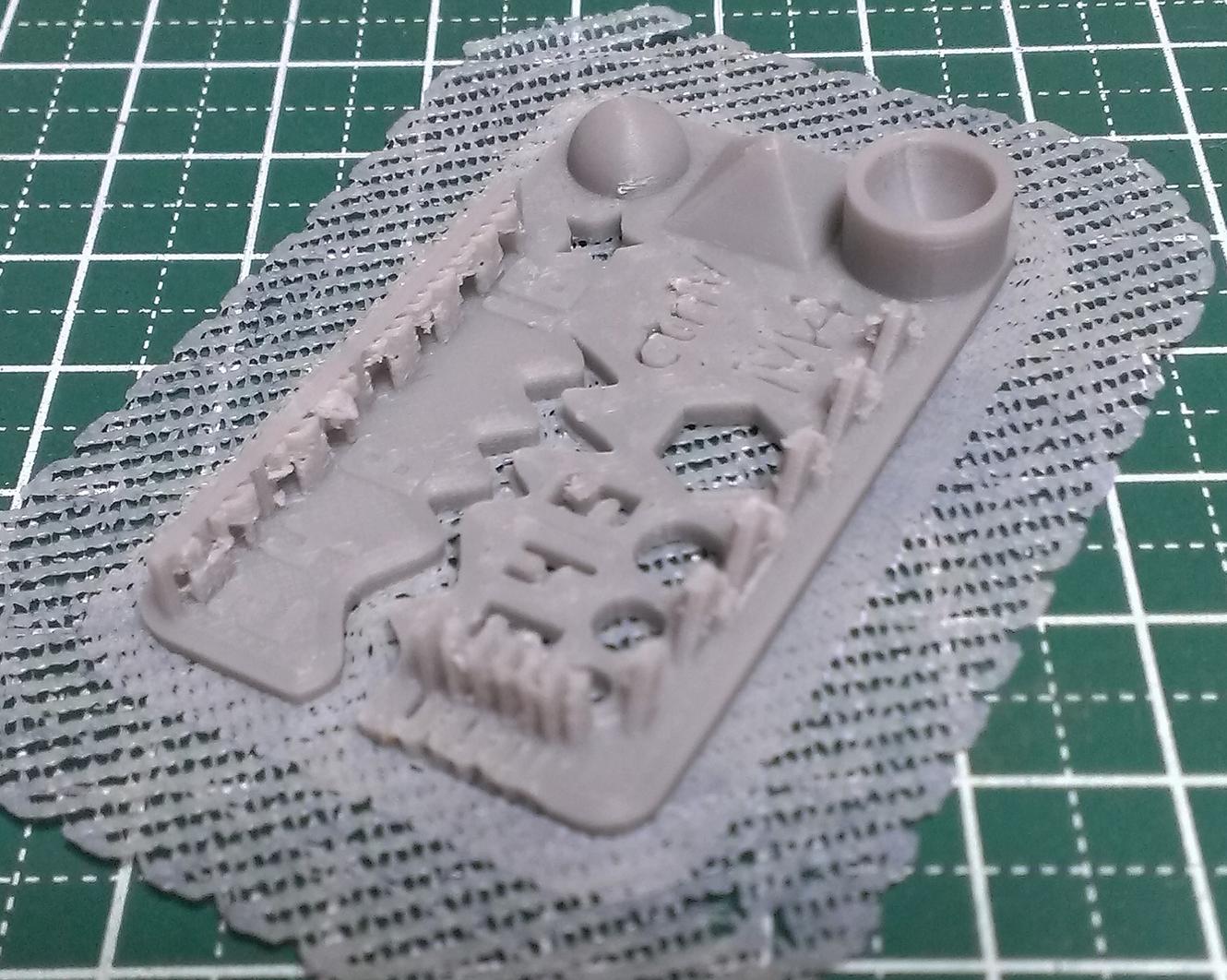
積層厚は0.05mm φ0.4mmノズルでフィラメントはVerbatimABSです。
上の写真ではサポートがついたままです。柱はそこそこ奇麗に出ましたが、サポートを剝した後は跡が汚いですし抜き文字が潰れたりしているのでφ0.4mmノズルではこれが限界かなぁと。
ということでφ0.3mmノズルとφ0.2mmノズルを作ることにしました。
材料は 「ドン!」

快削真鍮六角棒 C3604B 対辺12mm L300mm!
ジグソーで20mm単位で切り落として

旋盤にセットしたら端面をきれいに切り落として長さを16mmに揃え、端から数mmを円柱加工(円柱部分にチャックハンドルの端を当てて振れ取りします)

φ1.9mmドリル~φ3.2mmのドリルで6mmほど穴を掘ったら、
本来はこういう使い方をするツールではありませんが、φ3.5mmのエンドミルで深さ6.0mmほど掘ります。堀った先端が平らになります。
続いて、、、φ1.0mmドリルで適当な深さまで掘ったら、根元φ1.8mmのスチールカッターリーマーで深さ15mmほどテーパー穴を掘ります。
写真は撮り忘れたので省略。詳細は以前の記事http://ginger-soft.blog.so-net.ne.jp/2017-01-31を参照ください
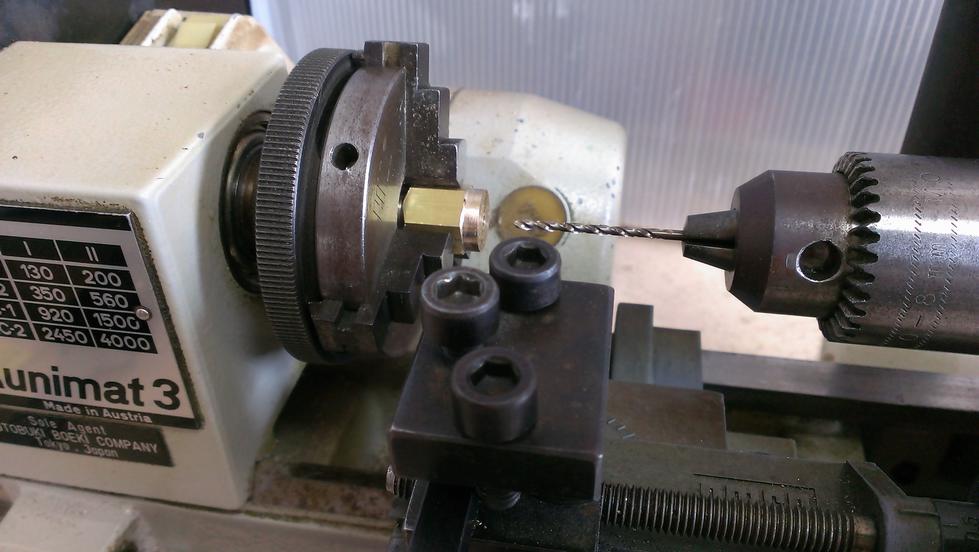
続いて切削面を反転させてφ0.3mmのドリルで穴を貫通させます。深さは1.5mmほど
φ0.3mmドリルはこのように先が細いので作業には神経を使います。
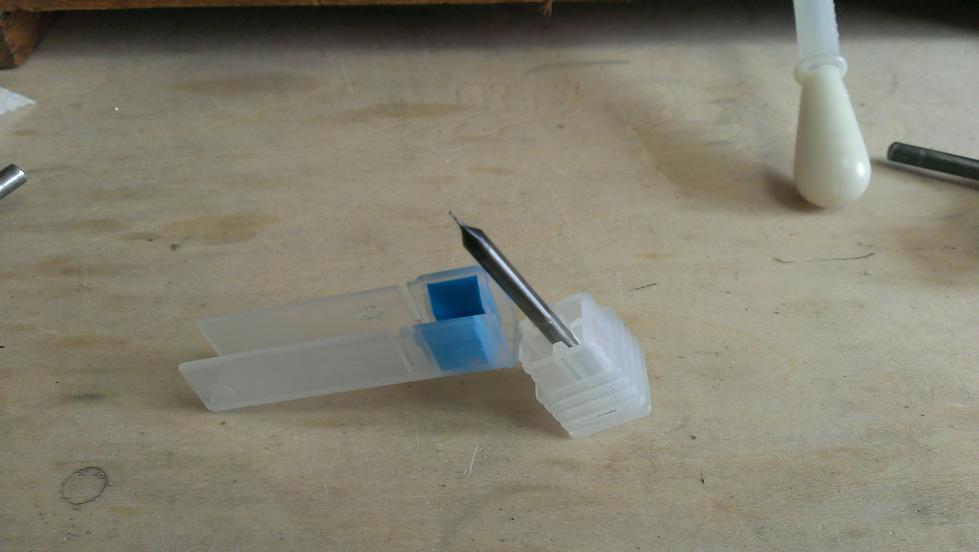
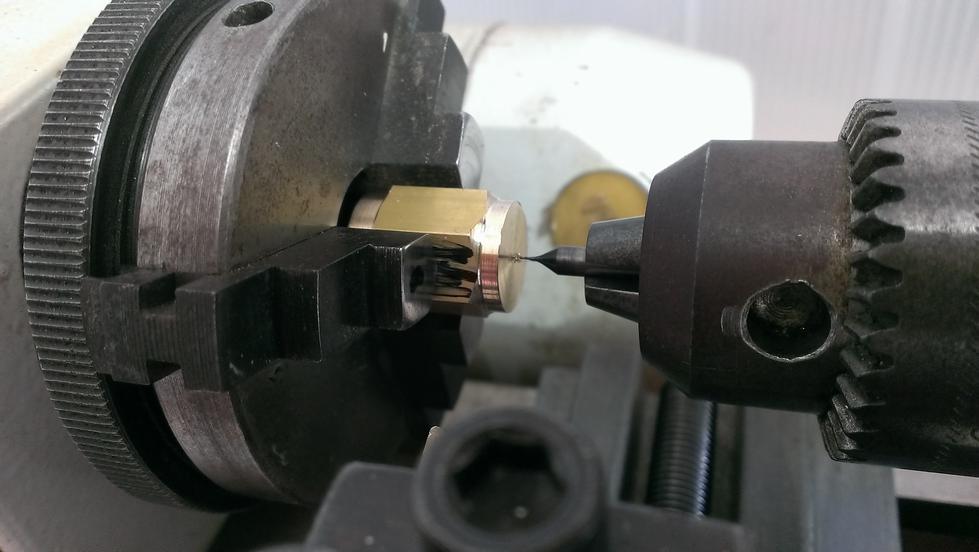
こんな感じで小さい穴が開きます。

穴を開けたらテーパー加工。テーパー加工してから穴をあけると、先端付近の肉の薄い箇所で穴が歪むので穴をあけてからテーパー加工します。

テーパー加工したらピカールで磨きます。のちのめっき加工での下処理を兼ねてます。

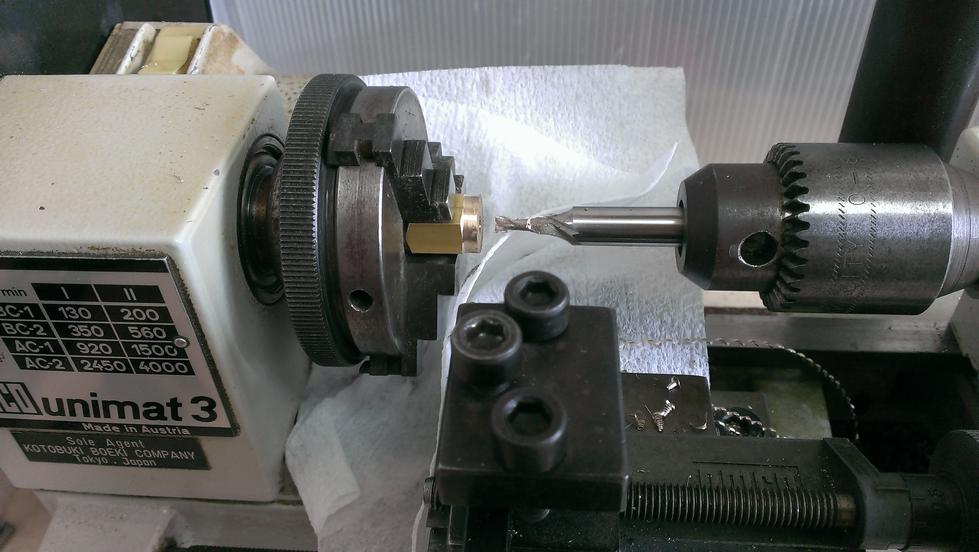
φ0.2mmノズルも同様に製作します。使ったドリルはタミヤクラフトツールズの精密ドリル刃0.2mm実売価格400円です。φ0.2mmドリルは油断するとすぐ折れるので安いドリル刃は助かります、、、、、、つД; ←1本2000円の精密ドリルを折ってしまい ´・ω・ショボーン した奴がここに

切削オイルを掛けながら慎重に開けました。

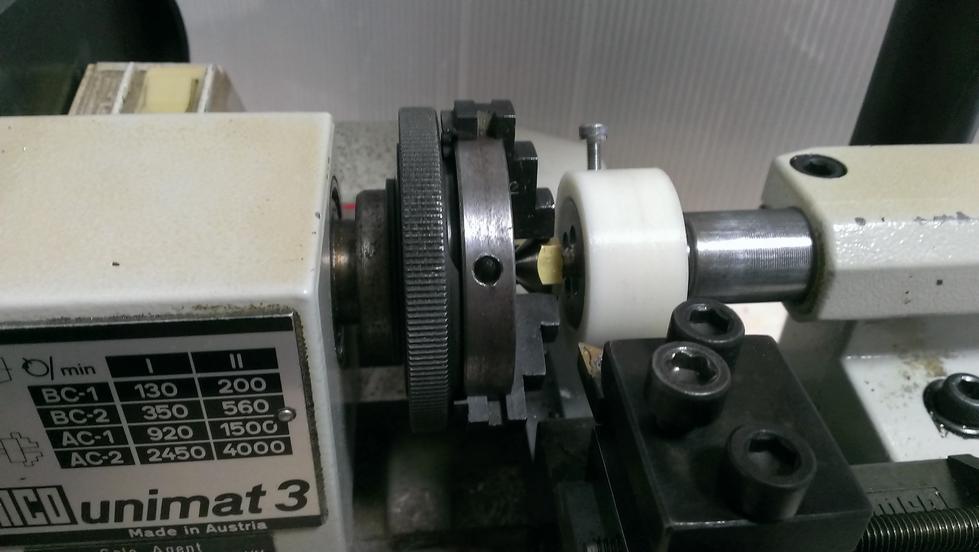
こちらも0.3mmノズル同様にテーパー加工を済ませたら 反転してφ6mm深さ6mmで円柱加工してダイスでM6ねじ切り加工します。
出来上がりはこちら

ノズル製作にもだいぶ慣れてきました。
おまけ
文章の説明では分かりづらいのでホットエンドをFusion360でモデリングして断面図表示してみました。
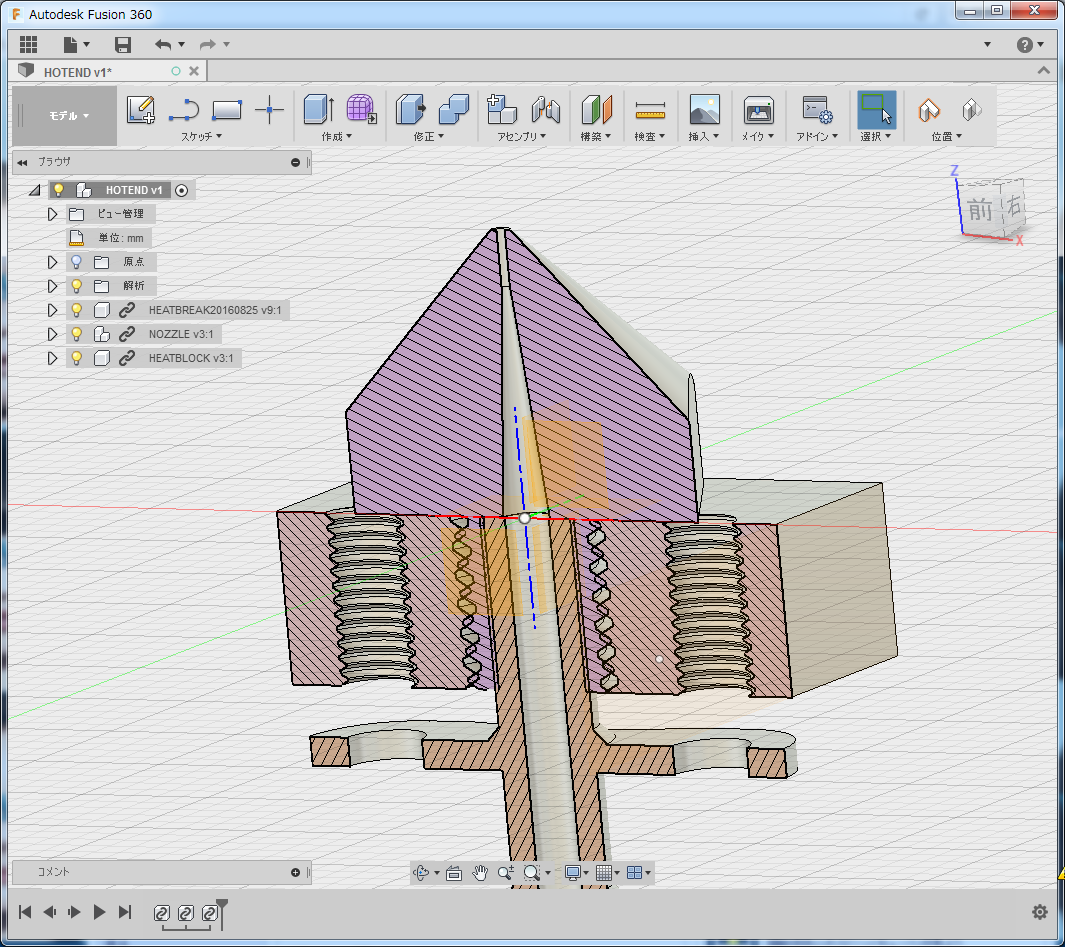
紫斜線がノズル、赤斜線がヒートブロック、オレンジ斜線がヒートブレイクです。
タグ:OVK01
お邪魔します。
旋盤利用でダイスを使ってネジ切りするという部分
ちょっと素人なんで、どんな方法でネジ切りしているのか知りたいです。
どうやって、ネジ切りが進むの?自動ではないから、送り動作は手作業で押してるのかな?
難しくないなら、挑戦したいけど。
by hkora11 (2017-03-16 12:26)
写真の旋盤(unimat3)の三つ爪旋盤チャック側の動力はゴムベルト伝達なのでゴムベルトを外せば軸を手で回せます。よってワークの回転は手動です。
ダイス側ですが、一般的にはスライドタイプのダイスホルダーを使って心押し台からワークに向かってダイスがフリーで前後に動く必要があります。
私のUnimat3は心押し台の軸を固定するねじが一部外れてい前後に5mmほどフリーで動いちゃうという特殊な状態(壊れているとも言います^^;)になっているので、心押し軸に固定したダイスホルダーでも勝手にスライド仕様になってしまっています。これがダイスホルダーを固定しているのにねじ切りの送りが進められるからくりの真相です。
というわけでして、スライドタイプのダイスホルダーさえあれば作業は簡単にできます。注意点としてはダイスでは奥まで完全にねじ切りできないので、最後にねじの首根っこ付近のネジ切りできなかった箇所をおねじの谷径まで削ってナットがきっちり奥まで入る事を確認する必要があります。
by たぬきち (2017-03-17 01:53)
なるほど!どうやってフリーで動いているのか分りました。
つまり、フリーにダイスがスライドする状況が出来れば良いということなんですね。
ありがとうございます。
by hkora11 (2017-03-17 09:39)