



OVK01 ヒートブレイクをShapewaysで注文して加工してみた纏め [OVK01]
Shapewaysでステンレス造形を依頼して加工してみた纏めです。
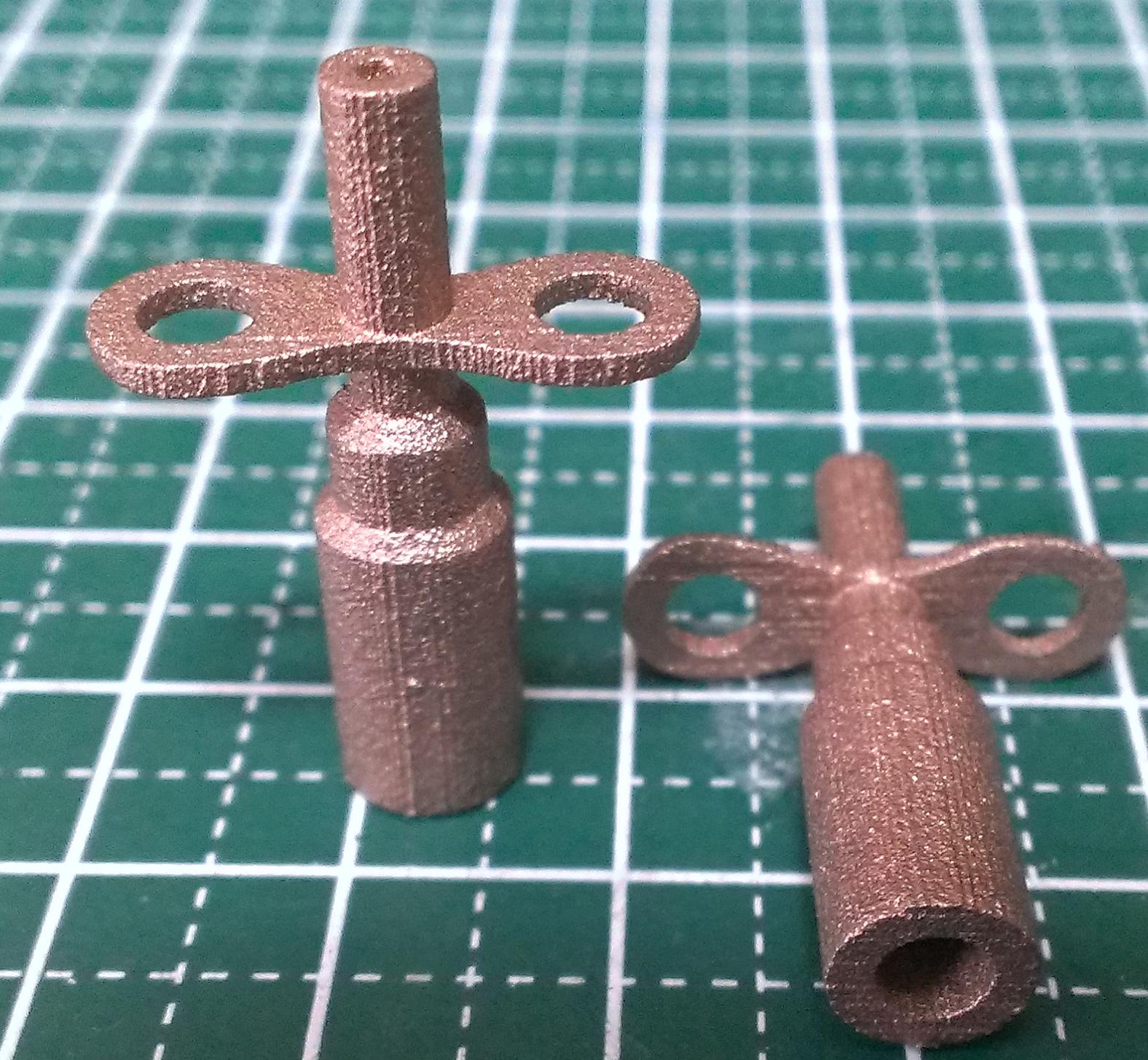
・寸法精度は良い。ただし、粉末焼結造形なので(機種はおそらくEOS社のどれか)表面がざらつく。また、ところどころニキビが付く。円柱は横に寝かされて造形されるとおそらく積層厚の関係で縦横で0.05mmほど寸法が違うので注意
・表面のざらつきで片面あたり0.05mmほど太る。10mmのサイコロをつくったらおそらく幅は10.1mmになる。
・0.05mm表面を磨けば表面のざらつきがおおよそ取れて寸法も合わせられる。ただし、若干面の凸凹が残る。鏡面にしようと思ったら0.1mm削ることを前提に設計した方がよい
・例)φ7.0mmのぴかぴかな円柱を造形したい。→設計はφ7.1mmにすれば実物はφ7.2mmで造形される。外径を0.2mm(半径で0.1mm)削ればピカピカになるはず。
・機械的な面は余り期待しない様が良い。硬さはあるが靭性が無い。曲げた後に元に戻そうとするとあっさりポッキリ折れる。
以上。Shapewaysのステンレス造形でヒートブレイクを注文される予定がある方は参考にしていただければ幸いです。
正直国内の個人向け旋盤業者さんにお金を積んで頼んだ方が楽です。旋盤が無いと後の処理がとても面倒です。今回のヒートブレイクの製作にはコスト抑えるため手持ちのボール盤を使った為、かなりの手間がかかっています。

アルミ板で固定用の治具を作ったり、、、

先端の穴をφ1.5mm→φ1.8mmに広げる為にステンレスドリルを4種類用意したり、、、(φ1.8mmの穴を深さ18.0mmで真っすぐ開けるのにとても苦労しました、、、回転数を落として焼きつかないよう、かじって曲がらないよう油掛けながら少し掘ってはドリルの径を増やして少し掘ってはドリルの径を減らして更に深く加工して、更に穴を広げて、、、の繰り返し、、、´Д` Shapewaysのステンレス造形の寸法精度が判らなかったので、φ1.5mmで設計して注文したのがそもそもの苦労の始まりだった。いまならφ1.8mmのざらつきの無い穴を空けたかったら設計の時点で穴径をφ1.7mmにして、φ1.7mmドリル→φ1.8mmドリルの順で削ります。その分壁厚1.0mmの制限から外径が太るけど外径を削るのと細深穴をあけるのは外径を削る方が10倍楽です。)

表面を砥石で研いで真円に近付けたり、、、
ひたすらトライアンドエラーを繰り返してやっと完成させました。

Verbatimのφ1.75mmのフィラメントがφ1.8mmのPTFEチューブを通して、同じくφ1.8mmのヒートブレイクを通ってスコスコ通過できています。
こいつがシミュレーション通りに機能してくれればZ-Ultratがレスポンス良く出力できるようになるわけで、Z-Ultratが使えれば収縮も少なく後加工の容易な大型造形もできるようになるわけで、、、、更には象虎さんではスライサの都合上で使用できないφ0.3mmノズルとかφ0.5mmが使えるようになる(新機種のM300ではφ0.8mmノズルにオプション対応するみたいですね)わけで、打倒象虎さんの切り札になる筈です。いや、今までの労力を考えたら切り札になってもらわねば困ります`・ω・´
とここまで苦労して今更ながらだけど、今回学んだことは円柱の加工にはやっぱり旋盤が必要。
SUS304(熱伝導率が低くて安価で丈夫な素材)が加工できる旋盤が欲しいorz
~2016年7月4日追記
ちなみに折れた断面はこんな感じです

~追記終わり
~2016年7月6日追記
念のためガスコンロでがっつり炙ってみましたが、変形、脆化などの問題はありませんでした。

タグ:OVK01
2016-07-03 22:32
nice!(2)
コメント(0)
トラックバック(0)
コメント 0