



OVK01 クイズ~外壁造形速度の違い [OVK01]
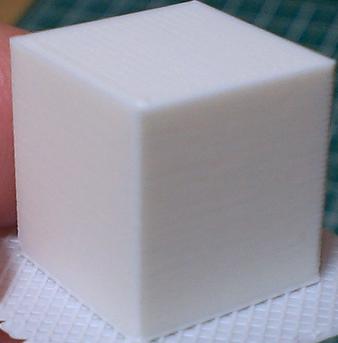
さて以下の2つのキューブは積層厚が0.2mmと0.1mmとちょっと条件が異なりますが、どちらが40mm/sで印刷したものでどちらが20mm/sで印刷した造形物でしょうか?
正解は↓にスクロール
正解は初めのキューブが40mm/sで次のキューブが20mm/sです。
直交型デザインの3Dプリンタにおいて、座標を0,Y→0,0→X,0という風に片側のモーターが急停止する方向へプリントヘッドを動かした場合、角においてY軸の位置を0に固定するのですが、慣性重量により完全に停止できずに微妙に揺れます。
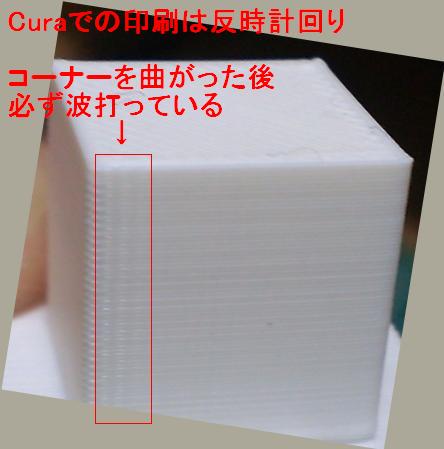
その揺れがコーナー直後に残像の様に残り波打ちします。一般にバイブレーションやリンギングと呼ばれている現象です。実際に肉眼で見てみると光を当てる角度に気を付けないとわからないぐらいの僅かな波打ちなのですが、見る角度によってはものすごーく気になります。
筺体剛性が無い、直動パーツのすきま誤差が大きい、タイミングベルトの質が悪い(芯線が緩く伸びが大きいと振動の収束に時間がかかります)、ベルトテンションが適正に張られていない、フィーダー用のモーターがプリントヘッドに乗っているダイレクト型なのでヘッドが重たい、ヒートベッドが造形中に水平方向へ動いている(PurusaI3とか)のでそもそも慣性重量が大きい、といった具合に主にメカニカルな問題で発生します。
先日出力した kight remix さんをつかってよく観察してみましょう(クリックで拡大できます)インフィルもシェルも40mm/sで印刷しています。
エッジの立つ角にリンギングが出ていますね。
対策としてはメカニカルな問題をクリアしたうえで、ファームウェアによる補正に頼る、ソフトウェア制御によって慣性重量を下げるといった手法があります。
OVK01においてはメカニカルな対策は十分にやってきたつもりなので、今回は単純に造形速度を20mm/sに下げることにより慣性重量を下げるといった対策を取ることにします。
同様の対策はアルミシェルボディーで筺体剛性が高く、高品質な部品を使っているZortraxのスライサでもやっていることです。
では単純に造形速度を20mm/sに落とせば、、、、と行きたいところですが、それだと出力するのにとてつもなく時間がかかります。
ですが、見えないところ=インフィルやインナーシェルで少々発生するのは問題無いので、インフィルの造形>インナーシェルの造形>アウターシェルの造形と速度を可変すればいいのです。
ちなみに段階的に速度を落とすのは先日説明したヘッドスピードの変化に対する押し出し圧力のレスポンスの遅延による影響を極力出さない為の措置です。
以上を踏まえて Sappho's Head を450%サイズで出力してみます。
http://www.thingiverse.com/thing:105551
印刷条件はCura15.04.04 ノズルサイズ0.4mm 積層0.05mm infill30% infilloverlap 0% 壁厚1.2mm 印刷速度 infill 60mm/s innershell 40mm/s outershell 20mm/s フロー90% VerbatimABSφ1.75mmシルバー ノズル235℃ ベッド110℃ です。

以前の設定ならもみ上げあたりにリンギングが出るところですが、綺麗に抑えられていますね
あごの下のオーバーハングにできてしまったもじゃもじゃをお掃除して撮り直し
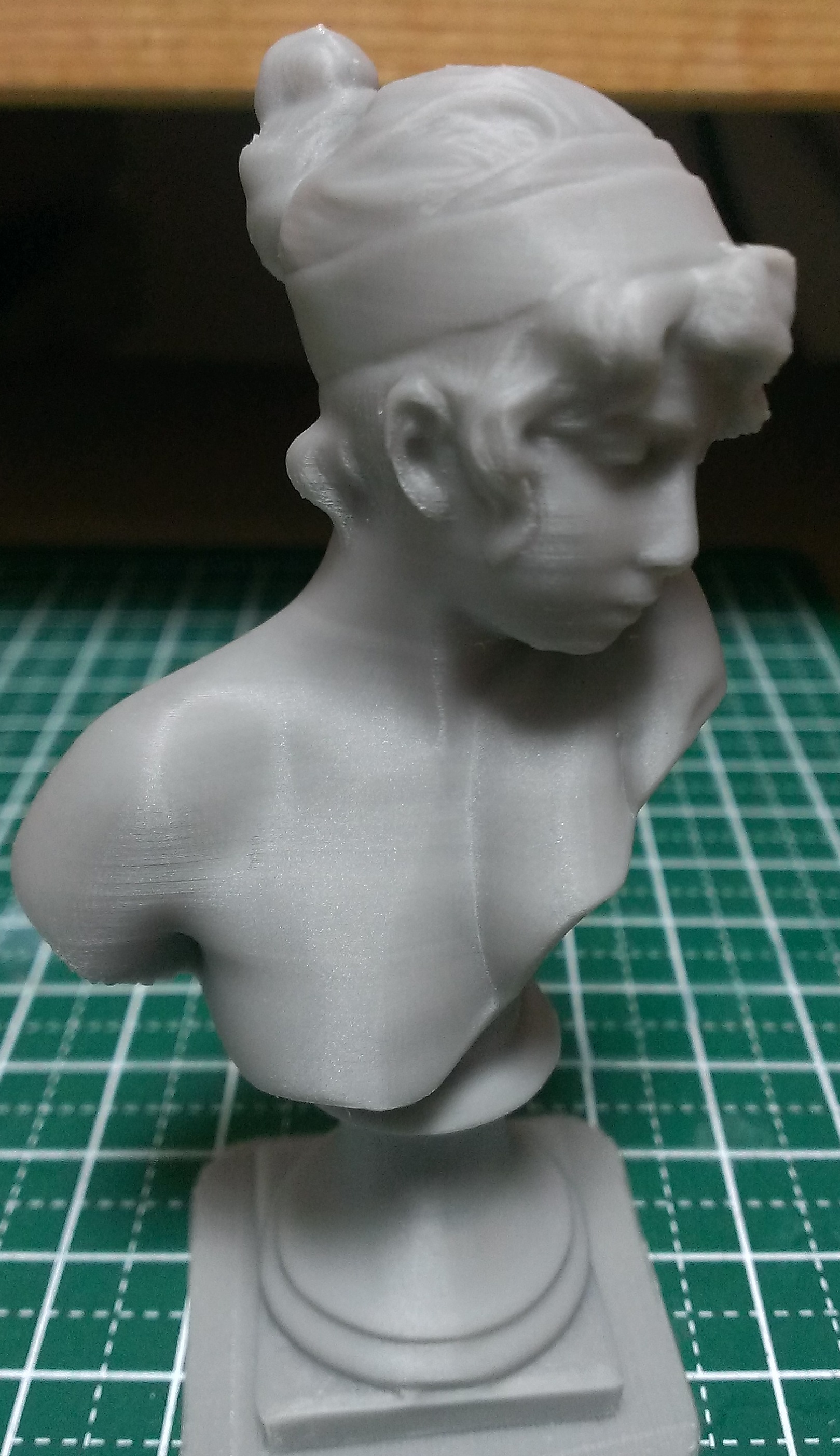
最後スマフォカメラでなくでちゃんとしたデジカメを使って少しボケ気味に写りの良い角度で撮り直したもう一枚

なんかフィギュアを愛でる人の気持ちがちょっと分かってきたような気が、、、^^;
これでまた一歩打倒Zortraxへ一歩近づいたでー
ただし下から覗いちゃだめよん。
印刷にかかった時間は6時間17分でした~
~2016年3月30日追記~
今回のCuraの設定値についてさらっと解説します。
積層厚:0.05mm → Zortrax越えを目指すに当たり、Zortraxではできない設定値にしました。フィギアを出力する用途以外では設定することは無いかと。
印刷速度:infill 60mm/s innershell 40mm/s outershell 20mm/s → 外壁ループの最外と内側とインフィルの印刷速度を分けています。これについては下の外壁1.2mmの項目で説明します。ちなみに積層厚0.05mmだと60mm/sの印刷速度ではカスレます。が、インフィルなので少々崩れても良しとしています。40mm/sぐらいだと安定して描けます。
壁厚:1.2mm → 外壁ループを3周させるための措置です。CuraのスライサはZ軸リフトとした次に外壁ループの内側から外側に反時計回りに書いていって最後にインフィルを埋めてZ軸リフトという繰り返しのパスを描くのですが、外壁の最も外側を20mm/sでリンギングが出ない様に綺麗に描くにあたり、インフィル→Zリフト→外壁ループの内側→外壁ループ外側と徐々に印刷速度を落としていってノズル内圧を徐々に下げることによってフィラメントの射出量の安定を企てているつもりです。外壁ループの一番内側はいわば捨てループです。
これでZortraxのスライサ風味に近付けたつもりです。( http://ginger-soft.blog.so-net.ne.jp/2016-03-24 を参照)外壁ループが3重になりますが、インフィルを外壁と同じ速度でゆっくり描くよりかは大幅な印刷時間の短縮ができます。外壁厚が増えた分の影響がどう出るかはは大型のオブジェクトを印刷してみないとわかりません。おそらく収縮による影響が2重ループの外壁より、顕著にでるのではないかとおもわれます。
~追記終わり~
タグ:OVK01
サッフォ像は冷却、サポートなしでしょうか。
綺麗に出ていますね。
私も綺麗に造形したいときは3ループさせています。
寸胴っぽいデータでは影響は少ないですが、きつい傾斜があるデータの場合は積層痕が綺麗になりますね。
質問なのですが、フロー90%はダマ対策でしょうか。
私の経験では積層が薄くすると層間、ループ間の密着が良くなるのでフローは100%でも問題は起きにくいです。
逆に積層が厚くなると、スが入りやすくなるため若干少な目の方が外観は落ち着きますね。
この辺りも、速度を犠牲にして低温でゆっくり造形すれば良いのでしょうが、速度と外観を両睨みしようとすると若干トリッキーだったり、造形物専用の設定をする必要が出てきますね。
by 多夢 (2016-03-31 01:28)
サッフォ像はサポートなし冷却無しで印刷しています。あごの下、右わきの下、右胸の下あたりはゴワゴワしています。
フローを90%に設定している理由ですが積層厚0.05mm印刷は初でしたので、
他の積層厚で印刷した時に結果の良かったパラメータをそのまま持ってきました。
積層が薄い場合は密着が良くなって射出量を増やしても問題が起こりにくいとの情報を頂きましたので今度試してみます。
他の積層厚において90%を設定している理由ですが、直角より鋭い角に線を引く場合に、角を曲がった先で少しはみ出したフィラメントがノズルの先のRにひっついて上に跳ね上がり、角が丸くなってしまう問題があるためです。
ノズルの先端形状が細いのも一因かもしれませんね。ちなみにOVK01には小嶋技研さんのφ0.4mmのMK8ノズル使ってます。
by たぬきち (2016-03-31 22:01)
はじめまして、多夢さんのアドバイスをいただいて、
reprapの世界を知って、いつも多夢さんにお世話になっている
かじといいます。多夢さんのブログからリンクでたぬきち様のブログを知りました。
拝見させていただいて、キューブ(立方体)の出力物のコーナーの
曲がった後の波打ちの記事を見て、僕が悩んでいる状況に近い記事があり、突然ですいませんが、質問させていただきたく、コメントさせていただきました。
中華prusa i3を使用していまして、スライサーはkisslicerを
主に使っています。curaなど、スライサーを変えても症状は同じなのですが、僕の場合、コーナーを曲がった後(反時計回り)
も波うちはやはり同じようにできるのですが、
それと相反するように(あるいは関係ないかもしれません)、コーナーを入る前、曲がる直前の場所にループ(ループ数3)とおなじ厚みぐらいで、波打ちの盛り上がりとは逆に痩せて、
縦に筋ができます。10㎜角のキューブを出力しています。
コーナー部分は直線とは違い、曲がる分だけ樹脂量が足らないから、痩せて縦に筋ができるのかなと僕が勝手に想像したりするのですが、いずれにせよ、スピードを下げても多少のあまり症状が変わらない感じで参っています。
原因もしくは回避策など、もしご存知でしたら
ご教授お願いしたいのですが・・・。
by かじ (2016-04-06 23:28)
突然、すいません。
吐き出し量,estepの設定を造形温度で調べて、
測って調整したら、縦線が出なくなりました。
infillなしで出して、縦線が出ないので、
原因はやはり、樹脂不足だったかもしれません(汗)
by かじ (2016-04-07 00:40)
コーナー部分の直前の痩せですか、、、うーん、、、
ループ量と同じぐらいに凹むということは、結構多いですね
そこまでの変位は経験したことが無いので何とも言い難いです。
コーナーを曲がった際に次の軸のモーターが動き始める場合モーターの始動トルクによって逆方向に筺体が揺られている感じでしょうか?
スライサにてキューブを水平軸に45℃回転させて配置すれば、コーナーを曲がる際の加速度が弱められるのでそれでどうなるか試してみてはいかがでしょうか?
by たぬきち (2016-04-07 07:10)
お返事ありがとうございます。
お話聞いていただいてありがとうございます。
ベルトの張りなどはスプリングのテンショーナーで
張ったこともあります。しかし、症状は変わらずで
立方体をx軸y軸に対して、45度で斜めに配置しても、
症状は全く変わらない感じで、立方体の4つのコーナー多少の
症状の差はあっても、コーナーに入る前にへこみが入り
縦筋となって現れます。
今はinfill無し(空洞)ループ3で出ないような数値、
(フロー値)を見つけたというか、うまく設定できているせいなのか症状が出ない手段を見つけましたが、ループ数を2に減らすとまた出ます。ループ数2では無くすのは、今は結構きつい感じです。
気になるのは、僕が出力しているのは10㎜角の立方体ですが、症状が現れるときは、立方体のz軸に沿って
上るように観察すると
立方体が上の方が下部分より先細りしている感じです。
台形のように上に上るほど細いのではなく、最近の映画に出てくるロボットがあるのですが
その頭の形に似ています。http://dic.pixiv.net/a/%E3%83%81%E3%82%A7%E3%83%AB%E3%83%8E%E3%83%BB%E3%82%A2%E3%83%AB%E3%83%95%E3%82%A1
台形のようにどんどん細くなるのではなく、
下の方から、少し細くなりかけて、そのまま細い感じで
そのまま保って垂直に造形される感じです。
ある部分から上は痩せていっているといった方が
いいかもしれません。
その痩せていく高さから上は決まって縦筋が出ます。
痩せていない高さまでは筋は出ません。
筋の原因は置いといたとしての話なのですが、
垂直にまっすぐ伸びるはずの立方体が
ある部分から痩せるのは樹脂が足らないからでしょうか?
infillあるなしにかかわらず、僕が出力する立方体は
底辺が少し大きいのか、上部が細くなっていっているのか、
なぜかはわかりませんが、極端に言うとこのロボットのような
形状に近くなります。
by かじ (2016-04-07 21:21)
ややこしい話を本当に恐縮です。
何とか、自力で解決するのが
reprapだと思いますが、
もし、ご経験の中でそういったことがありましたら
ぜひとも、教えていただけたらと思っております。
by かじ (2016-04-07 21:57)
下の方が広がるといったケースでは、ヒートベッドの温度設定が高すぎて造形物がモチの様に融けて広がっているケースが考えられます。融けた樹脂は射出後はなるべく早く固体化する温度まで下げてあげる必要があります。
また、同様の理由でノズルやヒートブロックからの放射熱で樹脂が冷えきれないない場合や、1層の印刷時間が短すぎて土台が固まっていないのに次の層の印刷を始めた場合起こりえます。その場合は同じ造形物を複数個同時に印刷すれば各レイヤーの印刷時間が稼げますので、冷却に必要な時間が稼げます。
3Dプリントの失敗原因についてはSIMPLIFY3Dが公開している資料が判りやすいです。
Genkeiさんが翻訳版を公開されていますので一通り目を通される事をお勧めします。
idarts.co.jp/3dp/simplify-3d-troubleshooting-guide/
by たぬきち (2016-04-08 00:01)
ありがとうございます。
1層の印刷時間が短すぎるのは
やはり原因として考えられます。
リンクを張っていただいた、動画の方も
しっかり見て、勉強します。
本当に貴重なアドバイスをありがとうございます。
何とか縦筋の問題を解決できるよう、頑張ります!
by かじ (2016-04-08 14:45)